技术杂项
技术杂项
ZEROKO14技术杂项随笔
导航二维码生成
1 | <script language="javascript"> |
腾讯地图分享链接
https://mmapgwh.map.qq.com/shortlink/short?l=c2acbe4841781b03a05c50b6887d573b
高德地图分享链接
https://surl.amap.com/VTAzmOwWe0n
百度地图分享链接
https://j.map.baidu.com/bb/xKLi
位置信息:27.600930,111.827713
湖南省娄底市涟源市杨市镇利新社区石灰湾
我没有开发微信小程序的任何基础,也没有用过微信开发者工具,不了解到底应该在哪里去完成你上面说的步骤。请把我当成一个完全不懂开发的人,一步一步的告诉我应该如何让你提供的代码在微信开发者工具中成功运行起来
生成小程序码参考如下
可以通过微信小程序提供的接口获取小程序码。有两种方式:
- 在开发者工具中直接获取(适用于开发测试):
- 打开开发者工具
- 点击”预览”按钮
- 会生成一个二维码,扫描即可访问
- 通过接口生成(正式使用):
首先需要在小程序后端服务器中调用微信接口。以下是主要的接口选择:
1 | // 1. 适合需要的码数量较少的业务场景 |
- 最简单的方式是直接在微信小程序管理后台生成:
- 登录微信公众平台
- 进入”工具”->”生成小程序码”
- 选择页面路径,即可生成小程序码
具体步骤:
- 登录微信公众平台 (https://mp.weixin.qq.com/)
- 选择你的小程序
- 左侧菜单找到”工具”
- 点击”生成小程序码”
- 填写页面路径:pages/index/index
- 可以自定义宽度、颜色等
- 点击生成即可下载小程序码图片
注意事项:
- 生成小程序码需要小程序已经发布正式版本
- 通过接口生成需要后端服务器支持
- 生成的小程序码有数量限制
- 建议将生成的小程序码保存下来重复使用
- 如果是测试阶段,建议使用开发者工具的预览功能
您是想在小程序内展示二维码,还是想获取二维码用于线下推广?根据具体需求,我可以提供更详细的实现方案。
地图API
由于国内三大地图腾讯地图,高德地图,百度地图都明确商业使用需缴纳商用授权费用5w每年,下面记录几种免费的替代方案
国内的:
国外的:
key待删
天地图: fdfb60084c589613c6e4219a15e45547
微信相关
微信聊天记录相关
微信机器人盘点
WeChatFerry 最靠谱 底层是注入dll hook后对外提供rpc框架 只支持Windows
{0: ‘朋友圈消息’, 1: ‘文字’, 3: ‘图片’, 34: ‘语音’, 37: ‘好友确认’, 40: ‘POSSIBLEFRIEND_MSG’, 42: ‘名片’, 43: ‘视频’, 47: ‘石头剪刀布 | 表情图片’, 48: ‘位置’, 49: ‘共享实时位置、文件、转账、链接’, 50: ‘VOIPMSG’, 51: ‘微信初始化’, 52: ‘VOIPNOTIFY’, 53: ‘VOIPINVITE’, 62: ‘小视频’, 66: ‘微信红包’, 9999: ‘SYSNOTICE’, 10000: ‘红包、系统消息’, 10002: ‘撤回消息’, 1048625: ‘搜狗表情’, 16777265: ‘链接’, 436207665: ‘微信红包’, 536936497: ‘红包封面’, 754974769: ‘视频号视频’, 771751985: ‘视频号名片’, 822083633: ‘引用消息’, 922746929: ‘拍一拍’, 973078577: ‘视频号直播’, 974127153: ‘商品链接’, 975175729: ‘视频号直播’, 1040187441: ‘音乐链接’, 1090519089: ‘文件’}
命令行工具盘点
bit : git命令补全神器
upx: 加壳神器,可将可执行文件压缩到极小
upx --best -o upx-best.exe upx.exe使用最优压缩nexttrace 可视化路由跟踪工具,支持多种IP数据库
nali 本地IP数据库
nslookup 域名 |nali或nali IP地址
WARP
测试无法使用
订阅转换服务器开源
硬件对比
DLL依赖分析工具
dependency walker
Dependency Walker是一个免费的实用程序,可以扫描任何32位或64位的Windows模块(exe, dll, ocx, sys等),并构建所有依赖模块的分层树图。对于找到的每个模块,它列出该模块导出的所有函数,以及其他模块实际上正在调用哪些函数。另一个视图显示所需文件的最小集,以及关于每个文件的详细信息,包括文件的完整路径、基地地址、版本号、机器类型、调试信息等等。
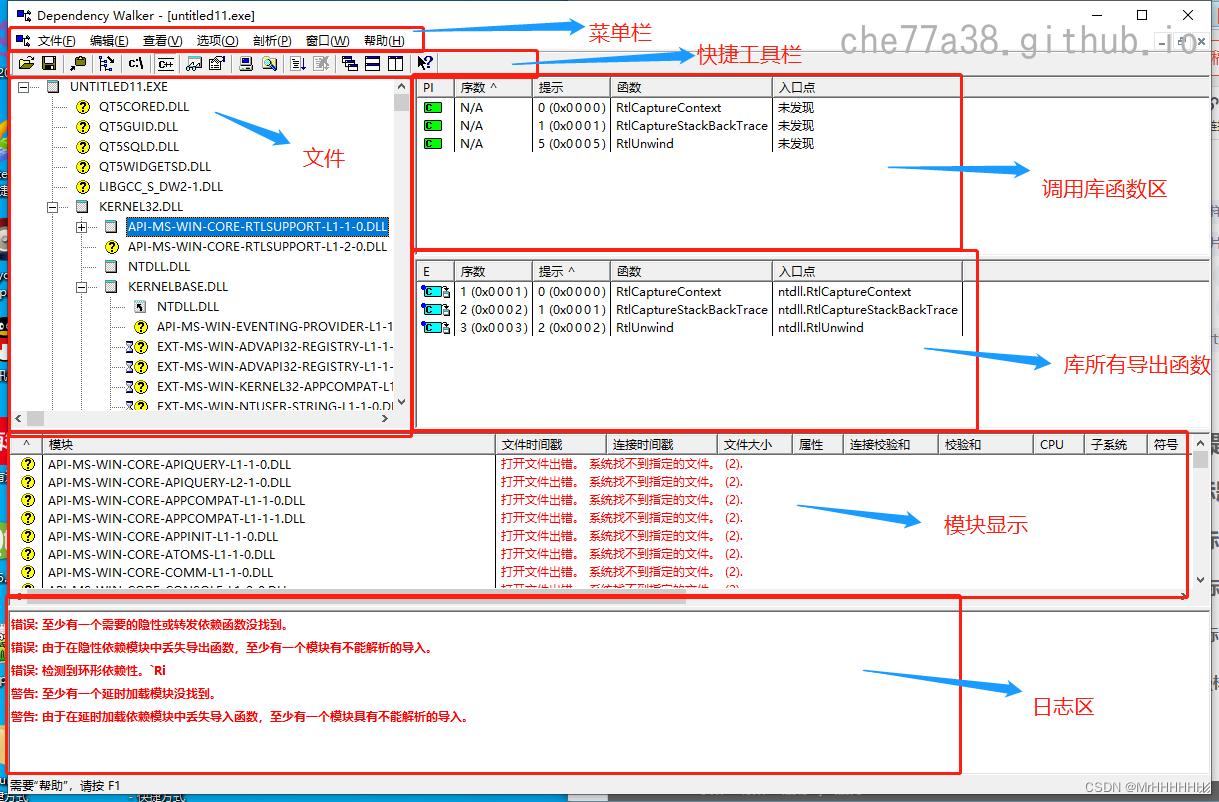
根据左侧文件导航区查看相关依赖库信息,如果电脑没有检测到相应库的文件,会提示为红色。我们只需在我们开发软件的电脑中找到该库文件,将其加入到发布程序中去就可以解决程序在其它机器无法运行的问题了。
如果没找到依赖库,显示如下:
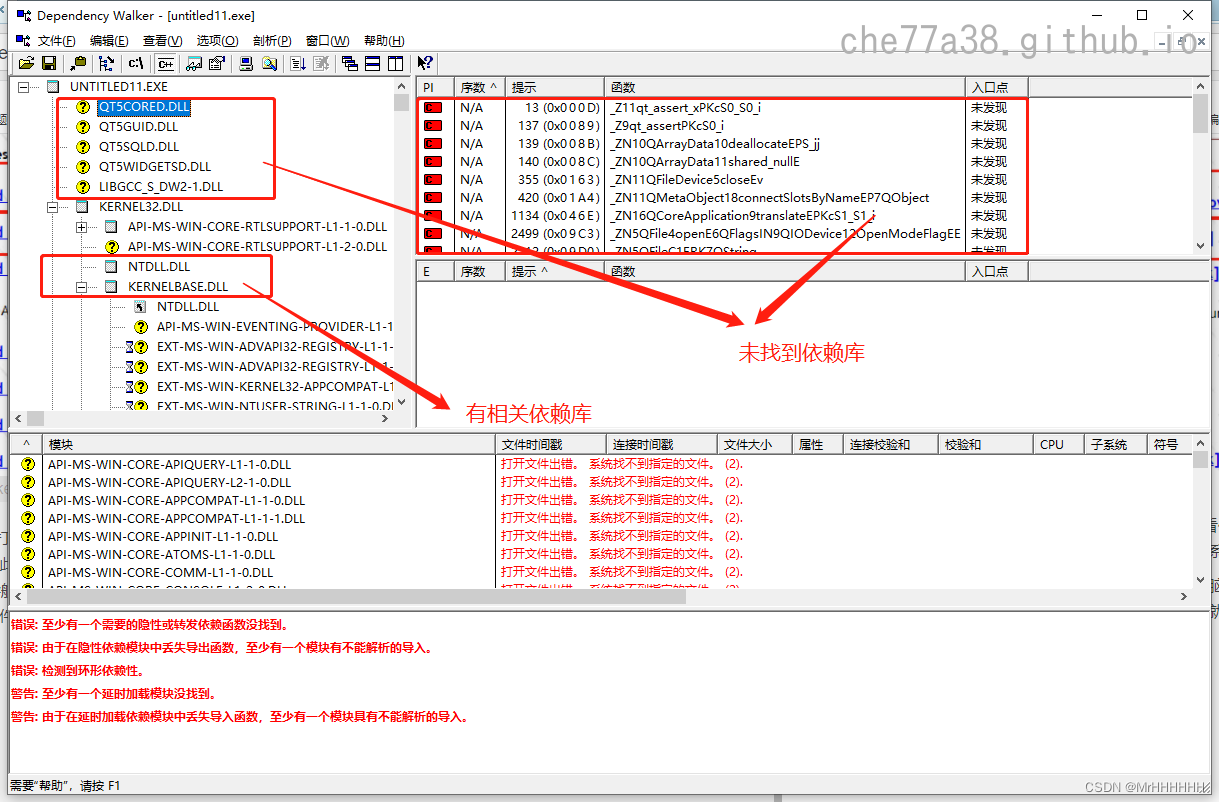
如果一些带问号的,如API-MS-WIN等,是系统相关信息,可以忽略
DLL文件缺失
clash
好用的终端命令盘点
tldr
tldr 中文命令查询 需要配置环境变量:export TLDR_LANGUAGE="zh"来配置中文,配置后需要执行tldr --update安装zh中文包
在mac上中文设置不生效,需要安装tlrc
mac上操作如下:
zshrc/bashrc最后加俩行1
2
3设置默认语言为繁体中文,并回退到英文
export LANG=zh_TW.UTF-8
export LANGUAGE=zh:ensource ~/.zshrctldr --update
但是有些命令中文不全哈
API监控
Get: 请求地址,请求头
Post: 请求地址,请求头,提交数据(Payload)
3D打印
选型
拓竹A1 和 拓竹P1S
耗材
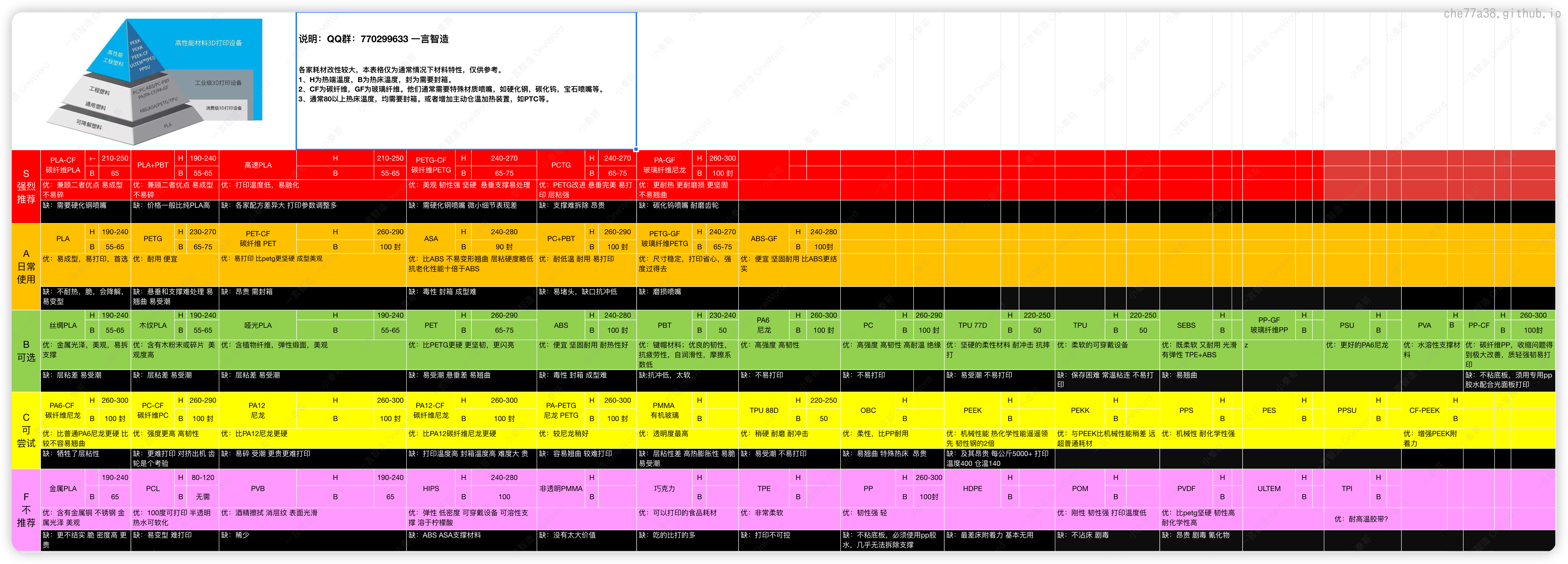
耗材指南 ——耗材与机型、喷嘴、AMS、打印板、胶水的兼容性、适配性及参数设置
3D打印主要是两种,树脂和塑料:树脂常用于打印手办,但是液态树脂有毒
使用塑料打印的打印方式叫做FDM:熔融沉积成型
入门打印机,耗材只需要考虑选PLA
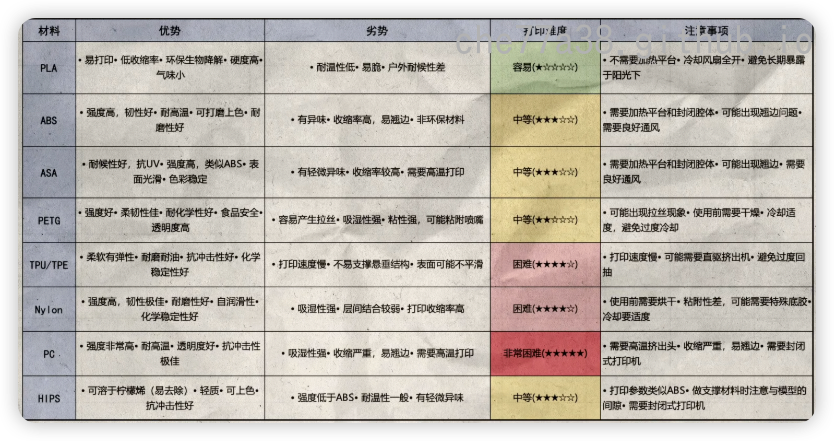
长时间不使用,需要密封去湿处理,可以买一个可以反复用的密封袋,丢一袋干燥剂进去
PLA,PETG,TPU,这几种材料味道基本不会很大
模型库
拓竹家的3D打印模型分享社区,免费下载:Makerworld中国站 另有全球站
P站 Prusa旗下的3D打印模型社区,免费下载,英文网站printables.com
T站 全球最大3D打印模型分享网站,免费下载,英文网站thingiverse.com
国内3D打印模型分享网站,提供免费网盘下载,3D社:3dshe.cn
创想三维自家的3D打印模型分享社区,免费下载,创想云:crealitycloud.cn
3维建模软件
最简单的Thinkercad,中文免费在线软件
最好用的2d转3d工具:Tripo 3D ,每个月600积分,可以生成24个模型,每个模型前两次可以重新生成
2D转3D小技巧: 提供的图片必须要有足够的光影信息,尽量在一张图片中提供一个能看到更多面的视角
模型创建好后还需要切片软件
fusion3d,个人版(免费)
切片软件
填充:填充密度越高,打印就越接近实心

墙层数: 墙层数越高,外壁就越厚
上面两个选项会影响打印件的物理强度
支撑: 最重要的,会影响打印成败的设置
两种支撑结构
- 树状支撑: 更适合支撑犄角旮旯
- 传统支撑: 更适合整块平台的大面积表面
支撑的位置一般选自动就好
其他设置保持默认就可以了

拆件
使用Magics软件进行
| 对比项 | Meshmixer | Magics(Materialise Magics) |
|---|---|---|
| 官方定位 | Autodesk出品,专业级3D打印前处理/自由造型工具,原生为3D打印设计,主打复杂有机模型的修复、拆件、二次编辑 | Materialise出品,工业级专业3D打印数据准备软件,主打高精度模型修复、批量处理、工业级拆件与支撑优化,覆盖从设计到打印的全流程数据准备 |
| 目标用户 | 手办原型师、3D打印爱好者、专业设计师,有基础建模能力的用户 | 工业设计师、专业3D打印服务商、手办批量生产从业者,追求高精度、高效率的专业用户 |
| 授权成本 | 完全免费,无功能限制 | 收费软件,按年授权(节点锁定/浮动许可两种模式),包含软件更新、技术支持和入门培训,适合商业用途,个人用户门槛高 |
| 运行平台 | Windows、macOS | Windows、macOS,支持中文界面,可自定义工具面板,提升操作效率 |
干燥剂相关
变色硅胶+分子筛3~5mm(3A型),通过硅胶颜色判断分子筛状态,适合密封袋/防潮盒
尼龙材料区别
- 如果你的项目对耐热性有极致要求(接近180℃),或者需要白色的外观以及优异的尺寸稳定性,用于生产结构零件、功能外壳(如无人机部件、复杂装配件、卡扣等),1172Pro可能更合适。
- 如果项目更侧重于材料的综合机械性能,如需要良好的韧性、耐磨性和耐化学腐蚀性,用于制造高强度的装配件、承载件或复杂组件(例如一些工业外壳、防水应用件),传统的PA12依然是可靠的选择。
磁铁区别
| 特性 | 钕磁铁 (普通) | 钐钴磁铁 (钴磁铁) | 强力钕磁铁 | 耐热钕磁铁 |
|---|---|---|---|---|
| 磁力强度 | 最强 (磁王) | 很强 (仅次于钕铁硼) | 很强 (普通钕磁铁的高性能版本) | 强 (与高性能钕铁硼相当) |
| 耐高温性 | 差 (80℃左右) | 极优 (可达350℃) | 与普通钕磁铁相近或稍高 | 良~优 (120℃ - 200℃+) |
| 抗腐蚀性 | 差 (需表面镀层) | 极优 (通常无需镀层) | 差 (需表面镀层) | 差 (需表面镀层) |
| 价格 | 中等 (性价比高) | 非常昂贵 | 较高 | 较高 |
| 核心特点 | 磁力最强,便宜 | 耐高温、耐腐蚀、稳定 | 钕磁铁的更高性能版本 | 强磁力+较好的耐热性 |
强力钕磁铁 不是一种新的分类
- 高牌号(高性能)的钕磁铁:例如N50、N52等牌号,其磁能积比普通牌号(如N35)更高,磁性更强。
耐热钕磁铁 不是一种新的分类
- 经过特殊处理的钕磁铁**:例如通过添加镝(Dy)等元素来提高其**耐温性能的“耐高温钕磁铁”牌号(如AH系列,工作温度可达200℃),但其成本也会相应增加。
- 应用:与普通钕磁铁类似,但用于要求更高磁性能或稍高工作温度的场合。
- 追求最强磁力且预算有限、环境常温 -> 普通钕磁铁
- 用于高温环境、要求极高稳定性、不计成本 -> 钐钴磁铁 (钴磁铁)
- 既要较强磁力,又需要较好耐热性,预算适中 -> 耐热钕磁铁
磁铁安装
设计参考:在设计模型预留磁铁孔位时,直径和深度通常需要比磁铁实际尺寸略大0.1-0.3mm,以便安装。例如,对于D10x3mm的磁铁,开孔直径可能会设计为10.3mm,深度3.3mm
拓竹相关
基本知识
STL (Stereolithography)
.stl 是3D 打印中常用一种特定格式,该格式将 3D 模型编码为由众多三角形面构建的网格,以精准表达物体的表面几何形状。这一格式广泛受到 3D 打印切片软件的青睐与支持。然而,它只专注于模型的形状表达,并不包含颜色、纹理或其他额外属性信息。
3MF (3D Manufacturing Format)
.3MF 是一种专为 3D 打印设计的现代文件格式,支持包括颜色、纹理和材料属性在内的一系列丰富功能,能够创建更复杂、更细致的模型。与 STL 格式不同,3MF格式可以在一个文件中存储多个对象、打印设置和其他数据,在高级 3D 打印中更加灵活多用。
G-code (Geometric Code)
G 代码是控制 3D 打印机和数控机床所采用的编程语言。在 3D 打印过程中,G 代码构成了一套详细的指令集(.gcode),精确指导打印机如何移动、在何处挤出耗材以及打印速度的快慢。
拓竹P1S 可打印耗材特性一览
| 材料名称 | 强度特点 | 打印温度 (℃) | 热床温度 (℃) | 长期使用温度/热变形温度 (℃) | 毒性及安全注意事项 |
|---|---|---|---|---|---|
| PLA (聚乳酸) | 刚性高,韧性差,较脆,抗冲击能力弱。 | 190 - 220 | 35 - 60 | 50 - 60 | 低毒。打印时气味小(略有甜味)。其高分子本身无毒,但建议在通风良好的环境下打印。 |
| PETG (聚对苯二甲酸乙二醇酯-改性) | 强度、韧性、耐久性取得了良好平衡,抗冲击性能优于PLA和ABS。 | 220 - 250 | 70 - 80 | 70 - 80 | 低毒。打印时气味较小。其高分子本身相对稳定,但同样建议通风操作。 |
| TPU (热塑性聚氨酯) | 高弹性、高韧性、高抗冲击性,优异的抗撕裂性能和耐磨性,俗称“柔性料”。 | 210 - 230 | 30 - 60 | 80 - 90 | 低毒。打印时可能有轻微气味。注意选择高质量耗材,避免杂质。操作后建议洗手。 |
| ABS (丙烯腈-丁二烯-苯乙烯) | 强度高、韧性好,具有良好的机械强度和耐磨性。 | 240 - 260 | 90 - 100 | 80 - 100 | 打印时会产生有害气体。会释放苯乙烯等刺激性气体,需使用P1S的封闭结构和活性炭空气滤芯,并保证强通风,避免吸入。 |
| ASA (丙烯腈-苯乙烯-丙烯酸酯) | 性能类似ABS,强度高、韧性好,并具有优异的抗紫外线和耐候性,适用于户外。 | 240 - 260 | 90 - 100 | 80 - 100 | 打印时同样会产生有害气体,情况与ABS类似。必须使用封闭结构、活性炭滤芯并在强通风环境下打印。 |
| PA (尼龙) | 非常高的强度、韧性、耐磨性和抗冲击性能,常用于功能性零件。 | 260 - 280 | 70 - 90 | 100 - 150 (玻纤增强) | 打印时可能有轻微气味。其高分子本身较稳定,但建议在通风环境下操作。P1S打印需注意保持腔体温度稳定。 |
| PC (聚碳酸酯) | 极高的强度、刚性和抗冲击性能,耐热性好。 | 280 - 310 | 90 - 110 | 110 - 130 | 打印时可能释放微量双酚A等物质。必须在完全封闭、通风良好的环境下操作,并避免高温长时间暴露。 |
| PVA (聚乙烯醇) | 作为水溶性支撑材料,强度低,溶于水。 | 190 - 210 | 45 - 60 | - | 低毒。打印时气味较小。其高分子本身可溶于水,稳定性一般。建议在通风处操作。 |
Bambu Studio
基本流程: 导入模型—-》选择机型—-》选择打印板–》选择材料–》选择参数——》切片单盘—-》打印单盘(打开热床调平)–》打印完成
支撑
合理摆放模型 = 少用支撑 + 模型更精致 + 打印更快!

网格支撑(Grid):网格支撑通过将悬空区域垂直投影到打印床并向外扩展,生成规则的格子状支撑柱。它提供了稳定且承重能力强的基础,特别适合支撑大面积的水平悬垂的部分。
紧贴支撑(Snug):紧贴支撑的结构会紧密贴合悬垂区域的轮廓生长,不进行额外的扩展,形状随模型而变化。这种方式能更有效地节省材料,适合支撑模型上细小、复杂或形状不规则的悬垂区域。
树状支撑🌳
树状支撑模拟树木的生长形态,从模型侧边生长出分支,最终仅通过“树枝”的顶端接触并支撑悬垂部分。这种结构设计旨在最大程度地减少支撑与模型之间的接触面积,以便于移除和减少对模型表面的影响。
- 苗条树(Slim Tree):苗条树的分支相对细长,分支合并的策略更为积极,整体结构看起来比较精简。它通常用于支撑模型中体积较小、重量轻的悬垂部分,或者当您希望最大限度地节省支撑材料并减少移除痕迹时选用。
- 粗壮树(Strong Tree):粗壮树具有更粗的主干和分支,结构更加坚固稳定,承重能力强。当模型包含大型、重量大的悬垂区域或需要更强大的支撑力量时,选择粗壮树能提供更可靠的支撑效果。
- 有机树(Organic Tree):有机树采用仿生算法生成,其支撑路径和分支形态更为自然、流畅且弯曲。这种智能生成的支撑结构通常能找到优化的路径来接触悬垂点,有时能进一步节省材料并可能提供更便捷的移除体验,适用于大多数需要树状支撑的模型。
- 混合树(Hybrid Tree):混合树结合了树状支撑和普通支撑的特点,软件会根据模型结构自动判断哪些区域适合使用树状支撑,哪些区域使用普通支撑,从而生成一个混合型的支撑结构。这种类型提供了一种灵活的自动化策略,旨在针对模型不同部位优化支撑方式。
手动绘制支撑
多色打印进阶技巧
精细涂色工具
球形画笔
这不仅是一个简单的圆形涂抹工具。球形画笔的作用范围是一个三维球体。它能够“穿透”模型的表层,对该球体空间内所有与之相交的模型面片(无论内外)进行统一染色。
三角填充
这是模型涂色的最精细控制层级。它允许你直接选中并涂色构成 STL 文件几何实体的基本单元——三角形面片。
缝隙填充
它并非主动涂色工具,而更像是一个智能的“查漏补缺”助手。在使用其他画笔(尤其是圆形或填充工具)对大面积区域进行涂色后,模型的表面,特别是在曲率变化较大或边缘地带,可能残留一些未被覆盖的细小三角形面片或“缝隙”。缝隙填充功能可以自动识别这些微小区域,并使用相邻区域的颜色填充它们。
擦拭塔
在多色打印工艺中,擦拭塔是一个重要的辅助结构。其核心功能在于解决换色过程中的材料残留问题。当打印头执行换色操作时,首先会移动到吐料组件排出旧颜色耗材。然而,由于喷嘴始终处于高温工作状态,即使完成换色后,仍会有少量残余材料渗出。为确保喷嘴完全清洁,必须额外挤出一段耗材,这些被排出的残余材料将精准沉积在擦拭塔上。
优化多色打印冲刷量和打印时间
多色打印带来的惊艳效果往往伴随着两个“痛点”:显著增加的冲刷废料量和大幅延长的打印时间。Bambu Studio 中也提供了多种有效的策略来缓解这些问题。
同时打印多个相同模型
当打印单个模型时,每次颜色变化都需要冲刷。但当你打印多个相同模型时,同一层的颜色变化点和总次数是相同的。这意味着,冲刷只需要一次,然后所有模型都用同一种新颜色打印。冲刷产生的废料是固定的,但它被分摊到了多个模型上。
冲刷到模型填充中
将一部分冲刷料用于打印模型的内部填充结构。由于填充通常不可见,即使颜色没有完全过渡完成,也不会影响模型外观。
您可以在“其他”选择中启用此功能。开启之后会减少被冲刷的耗材量,因为部分废料被“回收利用”了。
使用更大的层高
层高越高,模型的总层数越少。通过提升层高来降低模型总层数,意味着潜在需要进行冲刷的层也会减少,同时需要打印的层数减少也直接影响了总打印时长。
基于9个多色bambu 方块模型为例,提升模型层高后,冲刷耗材和打印时长均明显降低。
微调冲刷体积乘数
Bambu Studio 会自动计算的冲刷体积,其首要目标是在各种情况下确保颜色彻底过渡、避免混色。为了尽可能兼容市面上丰富多样的耗材,并保证用户不需要调节任何参数即可获得纯净的打印效果,因此软件内置的默认冲刷量通常会设定得相对保守一些。
我们可以在“项目耗材列表”中找到“冲刷体积”调整该参数,默认值为1,可尝试将其调整为0.8~0.9。
优化耗材颜色顺序
不同颜色之间的切换,所需的冲刷量可能不同。通常,从浅色切换到深色所需的冲刷量,要小于从深色切换到浅色。例如,从白色切换到蓝色所需的冲刷量,显著少于从蓝色切换回白色所需的量,因为深色能更好地掩盖残留的浅色。 因此,通过合理规划同一层内颜色的打印次序,优先打印浅色系,可以进一步减少总的冲刷需求。
点击打印板右侧的“设置”按钮,可分别设置首层和其他层的颜色打印顺序。
耗材丝设置
在熔融沉积成型 3D 打印中,无论是单色还是多色任务,打印模型的稳定性与最终质量在很大程度上取决于耗材参数的精确配置。正确设置耗材参数是释放打印机潜力、获得可靠且高质量打印件的关键环节
如果您使用的是第三方耗材,也可以选用“Generic”开头的通用参数。这些参数经过相对保守的调校,旨在兼容更广泛的耗材。同时使用拓竹原厂耗材配合“Generic”参数也可获得更高的打印质量。
Bambu Studio 同样支持创建全新的耗材配置文件。点击“自建材料 > 新建”按钮。
基础信息:在此界面,你需要定义下面列表中的信息。
- 供应商:可选择现有供应商或输入自定义名称(如你自己的品牌或特定厂商)。
- 耗材类型:选择基础材料种类(如 PLA, PETG, ABS, TPU 等)。
- 耗材系列:进一步细分,如 Silk、Matte等,或自定义系列名。
- 基于现有预设创建:选择一个最接近的现有材料预设作为模板,以确保所有基础参数都被正确初始化。
- 适配机型与喷嘴:勾选此耗材预设适用的打印机型号及喷嘴直径。为确保将来更换喷嘴或在不同机器上使用时参数可用,建议勾选当前机型及所有可能使用的喷嘴型号(如 0.6mm, 0.8mm 等)。
选中一个耗材配置文件后,点击编辑按钮,即可进入详细的“耗材丝设置”界面。
重要参数
重点关注对打印影响较大的几个参数:
1. 流量比例:此参数用于微调打印过程中实际挤出的熔融材料体积,以补偿耗材直径的微小偏差。
**📌**关于流量比例的校准方式,将在后续的章节详细指导您对耗材进行流量比例校准操作。
2. 收缩率:用于补偿工程塑料或高温材料在冷却过程中发生的显著热收缩现象。软件会在切片时,根据设定的收缩率百分比,自动在 XY 平面上对模型尺寸进行放大补偿。
**📌**例如,添加一个 100mm 长的矩形,打印完成后测量其实际尺寸。若测得 96mm,则说明该耗材在此打印条件下的收缩率为 96%,在Bambu Studio中应将此耗材的收缩率设置为 96%。
3. 建议喷嘴温度:设定该耗材允许的最低和最高喷嘴工作温度。防止在打印设置中意外设定过低的温度(导致挤出困难、堵塞)或过高的温度(导致材料热降解、碳化、产生烟雾、性能下降)。
打印温度
在此处您可以设定打印过程中喷嘴和热床的实际工作温度。可分别设置“首层”和“其他层”的温度。
热床温度:
- 依据不同打印板和耗材建议设定。合适的床温是保证模型牢固附着的关键。
- 首层床温可以设置略高于其他层,以最大化初始粘附。
喷嘴温度:
- 依据耗材制造商的建议值设定。过高或过低都会影响打印质量(如拉丝、强度、光泽度等)。
- 必须设定在上述“建议喷嘴温度范围”之内。
- 可以将首层喷嘴温度设置得比其他层高 5°C,以增强熔融材料与打印板的初始粘附力。
❗❗❗ 注意:最佳打印温度往往与打印速度相关。高速打印通常需要更高的喷嘴温度以保证耗材充分熔化;低速打印则可能需要适当降低温度以避免过度熔融和渗出。
体积速度限制
表示单位时间内喷嘴能够稳定熔化并挤出的最大材料体积,单位为(mm³/s)。此参数直接限制了切片软件在计算打印路径时所能达到的最高打印速度。防止因打印速度设置过高而超出加热组件的熔化能力,导致供料不足(挤出断续、模型脆弱)甚至堵塞喷头。
**参考值:**PLA Basic 的默认值通常设为 21mm³/s 左右,而流动性相对较低的 PETG Basic 则约为 13mm³/s。不同品牌和类型的耗材差异显著。
冷却设置
冷却策略对打印质量有着至关重要的影响,直接关系到模型的悬垂和桥接打印质量以及小尺寸特征的完整度。需谨慎设置。
- **特定层冷却:关闭初始几层的部件冷却风扇,是为了最大限度地保证首层与打印板的热熔粘合,减少翘曲风险。由于首层不涉及悬垂,通常不需要强制冷却。
- **部件冷却风扇:**位于工具头前端,直接吹向挤出的熔融材料,其转速可在打印过程中根据层时间、悬垂等因素动态调整。
- **辅助部件冷却风扇:**位于打印舱内部左侧。在打印过程中通常以固定转速运行,提供整体环境的辅助散热。若您的打印机未安装此风扇,可忽略此设置。
参数覆盖
此区域的设置允许您覆盖一些由打印机设置决定的默认行为。灰色显示的参数表示当前使用的是上级配置文件中的值,并非未启用。
**回抽长度:**在打印头进行非打印移动(空驶)之前,挤出机将耗材丝回拉一段设定的距离,以防止喷嘴在移动过程中因残余压力导致材料渗出。
❗❗❗对于 TPU 等柔性材料,回抽距离通常较短,因为过长的回抽距离容易导致柔性丝在挤出机齿轮处弯曲、打滑或堵塞。
**回抽时抬升 Z:**在执行回抽动作的同时,Z 轴会微量抬升喷嘴。这可以有效避免喷嘴在高速空驶过程中剐蹭到已打印的模型部分,减少刮痕、撞击导致的错位或模型损坏风险。
**📌**推荐开启此选项,尤其是在高速打印或打印包含复杂、密集支撑的模型时。
切料时回抽:在多色打印更换耗材切料之前,先将耗材回抽一段距离。这样可以大幅降低材料的冲刷减少材料浪费。但设置过长的回抽距离可能增加其他打印问题的风险。
第三方风道
如果是PETG加强散热,反而打印效果会比较差
PLA打印的话,需要加强散热,如果是PLA丝绸散热甚至要×2
绒毛表面效果
全局 - 其他 - 特殊效果 - 绒毛表面 - 打开
建议两个参数都设置为0.2,对于特别小的件,可以两个都设置为0.1
减少层纹
超出硬件可靠工作范围:对于FDM类型的3D打印机,其可设置的层高范围通常为喷嘴直径的20%到100%。对于标配的0.4mm喷嘴,其可靠的层高设置范围大致在0.08mm到0.4mm之间。0.04mm的层高远低于0.4mm喷嘴的常规下限(0.08mm),这会导致挤出机需要极其精确地控制极微量的塑料挤出,非常容易失败
喷嘴直径 (mm) 推荐层高范围 (mm) 黄金平衡点层高 (mm) 极限精细层高 (mm) 主要设计目标与优势 典型应用场景 0.2 0.05 - 0.15 0.08 0.04 (极不稳定) 极致细节 微缩模型、珠宝、精密零件 0.4 0.1 - 0.3 0.2 0.08 细节与速度的平衡 (全能型) 绝大多数日常模型、手办、原型 0.6 0.15 - 0.45 0.3 0.15 速度、强度与可靠性的提升 大型模型、功能件、工具、带填充材的耗材 0.8 0.2 - 0.6 0.4 0.2 极限速度与强度 超大尺寸零件、快速原型、坚固的工具 极易造成喷嘴堵塞:如此薄的挤出层对耗材的纯净度、均匀度以及打印机的挤出精度要求都极为苛刻,稍有偏差就极易引起喷嘴堵塞
层间粘附问题:过薄的层厚可能导致每一层熔融塑料的量不足,从而影响层与层之间的粘合强度,使得打印件变得脆弱,容易分层
调整层高,层高越小,表面越光滑
可变层高
可变层高设置项:
功能 核心作用 主要特点 适用场景 自适应 智能分配层高:根据模型几何形状自动分配不同层高。 软件算法自动计算,用户通过滑块控制“细节”与“速度”的倾向。 快速为整个模型生成一个初步的、优化的层高方案。 平滑模式 优化过渡:让不同层高之间的过渡更加自然。 通过算法平滑层高变化曲线,减少层高骤变可能带来的外观影响。 在手动调整或自适应生成层高曲线后,用于优化过渡,提升整体打印质量。 保留最小 保护细节:防止平滑处理牺牲关键区域的最小层高。 是“平滑模式”的辅助选项,勾选后能确保设定的最小层高值在平滑过程中不被提高。 当模型上有需要极致细节(如面部、纹理)的区域,且开启了平滑模式时使用。 全局 - 质量 - 高级 - 墙顺序: 先外墙,后内墙 ;并勾选
避免跨越外墙降低外墙打印速度: 全局 - 速度 - 其他层速度 - 外墙 速度降为原来一半,但是要注意模型有悬垂面的情况除外
可变层高: 如果将
质量/速度选项设为1后点击自适应,那么大部分模型将以28毫米的层高打印,对于浅表面将降低到0.08毫米层高
如果将质量/速度选项设为0后点击自适应,会将更多位置降低到0.08毫米层高此处的0.08毫米是被挤出机的层高下限限制住了,实际上是可以更低的,只需要在下面位置设置
视频中实际测试效果会发现 0,04~0.2mm效果最好,如果还是不行,针对特定模型还可以启用绒毛表面效果

优化缝的位置
Z接缝是打印每层时喷嘴路径的起点和终点。当打印头移动到新一层时,通常会在此处有短暂的停留,可能导致材料少量渗出或堆积,形成可见的痕迹。接缝的可见程度受模型几何形状、打印设置和材料等多种因素影响
在Bambu Studio中,你可以通过调整接缝对齐选项来优化其位置。SeamPlacer类会根据用户配置的接缝策略(如对齐、随机、最尖角等),通过几何计算、可见性分析、悬垂检测和跨层对齐等算法,智能选择最优接缝位置
质量 - 接缝
| 设置选项 (Bambu Studio) | 效果描述 | 适用场景 |
|---|---|---|
| 对齐 (Aligned) | 接缝在各层之间垂直对齐,形成一条连续的竖线。 | 适合有直角的模型,可以将接缝隐藏在棱角处。 |
| 随机 (Random) | 每层的接缝出现位置随机。 | 能避免出现明显的连续线条,但整个表面可能散布细小凸点。 |
| 最尖角 (Sharpest Corner) | 将接缝放置在模型表面最尖锐的角上。 | 锐角能有效隐藏接缝,是许多打印件的首选设置。 |
| 隐藏 (Hide Seam) | 尝试将接缝放置在模型的内角或不易看见的位置。 | 适合有内凹结构的模型。 |
| 暴露 (Expose Seam) | 将接缝放置在最外角。根据模型的不同,这可能使接缝更明显或反而更好。 | 需要根据具体模型判断效果。 |
| 智能隐藏 (Smart Hiding) | 尽可能将接缝放在内角,但允许选择外角。 | 一种平衡方案,尝试智能选择最佳位置。 |
多色字体
凹陷的是最吃字体大小的,其他两种差不多
强度 - 检查薄壁可做用于凸出或水平字体的效果,凹陷字体似乎无效 但是也有弊端,详细情况需要参考拓竹官方说明
推荐字体: HarmonyOS Sans SC
对于0.4mm的喷嘴来说,英文字体最好大于4,中文字体大小最好大于5
我自己觉得最简单的就是直接创建文字类型选择修改器类型就可以(注意添加文字的时候,内嵌深度+厚度才是文字真正的厚度)
两种方式添加多色字体
- 方法一:布尔差集 + 独立文字实体 (推荐)
- 创建凹槽 (Pocket):
- 在 Bambu Studio 中导入或创建你的主体模型
- 添加文字,将文字的厚度设置为你想要的嵌入深度(例如 1.5mm)
- 将文字移动到主体模型的下表面,将其嵌入进去
- 选中主体模型,在”物体列表”中右键选择”布尔差集”
- 在弹窗中,选择你的文字实体作为”工具”,然后执行运算
- 重要:进行布尔运算时,可以取消勾选”删除输入”,或者事先复制一个文字实体备用
- 创建嵌入文字 (Inlay):
- 现在你有一个带凹槽的主体和一个独立的文字实体
- 将文字实体移动并精确对齐到刚刚挖好的凹槽中,它的背面应该与模型的下表面齐平
- 分配颜色:
- 在 Bambu Studio 的”对象列表”中
- 选择文字物体,在右侧的”物体”面板中,点击”切片图层”下的颜色框,为其分配一种新的颜色(例如红色)
- 选择主体物体,为其分配另一种颜色(例如黑色)
- 切片后,软件会自动计算并在打印到该区域时切换耗材,实现双色嵌入效果
- 创建凹槽 (Pocket):
- 方法二:使用”修改零件”功能切割表面
- 准备文字切割器:
- 添加文字,并将其厚度设置为一个很小的值(如 0.2mm)
- 将文字移动到模型下表面,使其刚好接触或略微嵌入表面
- 切割并创建新部分:
- 选中你的主体模型
- 在右侧工具面板中选择”修改零件”功能
- 点击”添加部分”,然后选择你的文字实体作为切割工具
- 执行操作后,文字所覆盖的模型表面区域会被分割成一个新的、独立的部分
- 分配颜色:
- 现在你的主体模型由两个部分组成:原始主体和文字形状的新部分
- 你可以单独选中这个文字部分,并为它分配一个不同的颜色
- 准备文字切割器:
布尔运算
布尔运算的前提条件是两个对象必须组合到一起
差集中的删除输入: 删除与之相减的那个模型本身
👆🏻如果不勾选此项,删除后,模型会保留;如果勾选此项,
从中减去模型会被减去某些部分,同时与之相减的模型会保留
模型上传社区
- 在 Bambu Studio 中,菜单栏文件中找到并点击 “发布到 MakerWorld” 按钮。Bambu Studio 与 MakerWorld 的集成旨在使从模型库到打印的过程无缝衔接
- 按照提示填写模型信息,如标题、描述、标签、分类、打印难度等,并上传封面图片。
- 设置模型的许可协议(例如是否允许商用修改)。
- 提交上传。模型可能需要经过平台审核后才会在社区公开。
注意在bambu studio中耗材丝必须选择为General类型的耗材才能发布成功,不然会报错: 不允许上传包含自定义打印机或耗材类型的3mf文件
第三方切片软件
orca prusa cura比官方好用的软件太多的
如何使用第三方切片软件,需要借助bambu connect软件
单线实现细节
- 质量 - 墙生成器 中将经典改为Arachne作为轮廓生成器,可以根据零件的几何形状智能调整挤出宽度
- 上面选项如果不愿意启动,可以勾选
强度 - 检查薄壁做最后挣扎
喷嘴对比
| 特性 | 0.4mm喷嘴 (全能选手) | 0.6mm/0.8mm喷嘴 (力量与速度型) | 0.2mm喷嘴 (精细艺术家) |
|---|---|---|---|
| 主要目标 | 精度与速度的平衡 | 极速打印、高强度 | 极致细节 |
| 打印速度 | 标准 | 非常快 | 非常慢 |
| 模型强度 | 良好 | 非常坚固 | 脆弱 |
| 细节表现 | 良好 | 较差,层纹明显 | 极佳 |
| 可靠性 | 良好 | 非常高,不易堵 | 低,易堵塞 |
| 适用耗材 | 通用 | 通用,特别擅长填充耗材 | 普通PLA、树脂类耗材 |
| 典型应用 | 大多数日常模型 | 大型件、功能零件、工具 | 微缩模型、珠宝、高精度零件 |
喷嘴材质: 黄铜,不锈钢,硬化钢,碳化硅
- 黄铜不耐磨;
- 不锈钢解决了耐磨性的问题,但售价也会贵上一些;
- 如果使用碳纤维和玻纤耗材,不锈钢也会被磨损,硬化钢解决了这个问题;
- 超高温打印的需求,而且曾经被裹头的问题困扰过,就需要使用碳化硅
嘉立创平台相关
无人为干预的检测程序要求,壁厚必须要达到1.2mm以上
公差设计
下面表格汇总了PETG和PLA在典型线径公差和常见FDM打印成品公差方面的对比
| 特性方面 | PETG | PLA | 同时兼容的设计建议 |
|---|---|---|---|
| 典型线径公差 | 通常为 ±0.02mm 或 ±0.05mm | 通常为 ±0.05mm | 选择线径公差更小的材料(如±0.02mm)有助于稳定挤出,从而提升打印尺寸的一致性。 |
| 常见打印成品公差 | FDM工艺下,打印件尺寸公差通常**±0.3mm或±0.4%**(取较大值) | FDM工艺下,打印件尺寸公差通常**±0.2mm或 ±0.3mm/±0.4%** | 建议以较宽松的公差(如±0.4mm)作为设计参考,并为配合部位预留足够的间隙(例如,直径10mm的轴孔配合,间隙至少0.2mm以上)。 |
| 收缩率 | 相对较低 | 相对ABS等材料较低,但可能比PETG稍高一些 | 设计时需考虑材料收缩特性,PETG的收缩率较低有助于尺寸稳定。 |
| 翘曲倾向 | 较低 | 较低 | 两者翘曲倾向均较低,有助于保持尺寸稳定。保持良好的打印平台粘附和适当的打印温度是关键。 |
| 关键影响因素 | 挤出温度、冷却、层间粘附 | 打印温度、冷却速度 | 打印机校准、切片设置(速度、冷却等)、环境温度均会显著影响最终打印尺寸的准确性,需加以注意和控制。 |
综上所述,最佳公差设计为预留+-0.05mm
测试实际公差:最好的方法是打印一个测试模型(例如校准立方体或特定的公差测试模型)。然后使用卡尺多次测量打印出的模型在不同方向(X、Y、Z)上的尺寸,计算平均值与设计值的偏差,以及数据的波动范围。这个波动范围(例如最大值与最小值之差)就是你打印机在当前状态下的实际公差能力
切片软件中的补偿功能
- 水平尺寸补偿(Horizontal Expansion)
- 水平尺寸补偿,有时也被称为”象脚补偿”(Elephant Foot
Compensation),主要用于修正打印件在XY平面(水平方向)上的尺寸偏差。 - 工作原理:此功能会对模型的最外层轮廓进行一个固定值的向内或向外偏移。
- 正补偿值:会使模型轮廓向外扩张,整体尺寸变大。
- 负补偿值:会使模型轮廓向内收缩,整体尺寸变小。
- 主要用途:
- 补偿收缩:某些材料(如ABS)在冷却时收缩率较高,可能导致实际打印尺寸小于设计尺寸。此时可以设置
一个微小的正补偿值(例如+0.1mm至+0.3mm,具体需测试)来抵消收缩,使最终尺寸更准确。 - 消除”象脚”:打印首层时,由于喷嘴压力、热床温度和材料挤出等因素,模型底部边缘可能会向外轻微扩展
,形成所谓的”象脚”效应。设置一个微小的负补偿值(例如-0.1mm至-0.2mm)可以有效减轻或消除这种现象,让第
一层更垂直,尺寸更精确。 - 调整配合间隙:对于需要装配的零件,如果发现孔轴配合过紧或过松,可以通过微调水平补偿值来快速调整
间隙,避免重新设计模型。
- 补偿收缩:某些材料(如ABS)在冷却时收缩率较高,可能导致实际打印尺寸小于设计尺寸。此时可以设置
- 孔洞公差补偿(Hole Horizontal Expansion)
- 孔洞公差补偿(或类似功能的设置)是水平尺寸补偿的一种特殊形式,它专门针对模型上的孔洞、凹陷等内腔
结构进行独立的尺寸调整。 - 工作原理:它不影响模型的外部轮廓和整体尺寸,只对内部的孔洞进行扩张或收缩。
- 正补偿值:使孔洞变大。
- 负补偿值:使孔洞变小。
- 主要用途:
- 解决孔洞打印偏小的问题:这是FDM打印的一个常见现象,由于熔丝在拐角处的堆积以及材料的收缩,打印
出来的孔洞(尤其是圆孔)往往会比设计尺寸小。通过设置一个正补偿值(例如+0.1mm至+0.3mm),可以预先将孔
洞”挖”大一点,这样实际打印出来的孔径就会更接近设计值,确保螺丝、轴承等能顺利安装。 - 精细调整内部结构:除了圆孔,它也适用于其他需要精确尺寸的内部凹陷特征。
- 解决孔洞打印偏小的问题:这是FDM打印的一个常见现象,由于熔丝在拐角处的堆积以及材料的收缩,打印
- 孔洞公差补偿(或类似功能的设置)是水平尺寸补偿的一种特殊形式,它专门针对模型上的孔洞、凹陷等内腔
- 水平尺寸补偿,有时也被称为”象脚补偿”(Elephant Foot
实践经验总结
- 使用jayo木质耗材的时候,如果首层使用0.08mm以下的层高,无法粘在冷板上,会炒面
印你
如果要公开分享此作品,需要添加下面内容
1 | 使用MakerWorld-印你制作 (https://makerworld.com.cn/makerlab/printU) |
简易切片设置
1 | 15厘米雕像粗略建议打印设置 |
P1S保养
X轴碳钢 清洁,防灰尘和堆积,不要使用油脂
取适量异丙醇倒在干净的超细纤维布或纸巾上,也可直接倒在碳杆上。然后,轻轻擦拭碳杆,除去灰尘和堆积物。建议重复此步骤 2-3 次,直至清洁布上不再有杂质。清洁过程中,可移动工具头确保碳杆每个部位都清洁到位
Z 轴丝杆 定期润滑 Z 轴丝杆应每三个月检查并润滑一次
润滑 Z 轴丝杆之前,首先清除丝杆上的灰尘或塑料颗粒。
接下来,在热床回中后,在丝杆上涂上一层薄薄的润滑脂,然后将热床移到较低的位置
再在丝杆上涂一层薄薄的润滑脂并再次将热床回中。
您可以重复该步骤几次,以确保润滑脂均匀分布在 Z 轴丝杆上。 完成后,清除在丝杆螺母附近积聚的多余润滑脂。
推荐每三个月检查并润滑一次。可以使用 BX-300/F 系列润滑脂、Super Lube 92003 硅基润滑脂或者 Lucas Oil 10533 锂基润滑脂
Y 轴/Z 轴光轴与轴承 为了防止锈蚀和延长使用寿命,建议定期对光轴进行清洁和防锈维护
异丙醇(或酒精)和无尘布清洁。 只需在无尘布上喷一点异丙醇(或酒精),然后轻柔擦拭光轴即可
如果使用异丙醇清洁光轴,还需要在光轴表面重新涂上一层薄且均匀的油膜或润滑脂,以防止生锈。除此之外,请避免异丙醇接触到 XY 轴的轴承
所以最好使用酒精
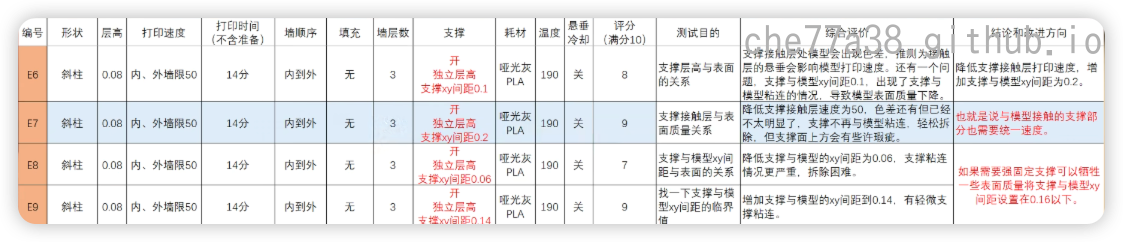
打印手办表面质量切片优化
下面是pla手办优化步骤
最完美的情况是一定要统一外墙,内墙,稀疏填充和支撑面的打印速度

25cm的手办是个不错的大小
调整为使用较低层高
- 使用较小层高的时候要注意打开
质量 - 高级 - 厚桥开关或缩短搭桥距离,否则会因为料太薄,无法在大跨度上做出有效的悬垂 - 在耗材丝设置中关闭
降低打印速度 以得到更好的冷却的选项,同时将速度 - 其它层速度 - 外墙打印速度降低到80左右(80适用于大垂悬少的结构件,50以下才是完美,参考下面内外墙速度影响),防治因为打印速度的不同产生略微的色差 - 注意使用较低层高的时候,保持首层层高>=0.15mm,增稳
- 使用较小层高的时候要注意打开
内外墙速度影响
上图可见,效果最好的是内外墙限速50
支撑接触层速度的影响
墙层数及填充的影响
2层墙的悬垂冷却效果和毛刺是远比3层墙的要好的,但强度下降
影响没有那么大,但若追求完美,还是要将填充速度降低到50
尝试0.2mm喷嘴 精度会进一步提高,但打印时间和翻车概率超级加倍
因此还是更推荐0.4mm喷嘴 + 0.04mm左右的层高
支撑优化,尽量将支撑放在看不到的地方,45度斜面基本可以无支撑.有大面积不规则表面的话,尽量斜着打或立着打,有效减少支撑,提升表面细节
支撑拆卸质量提升
顶部Z距离: 0.1 顶部接触面层数: 3 顶部接触面线距: 0
质量 - 高级 - 顶部Z距离0表示支撑和本体紧密相连,但是难拆,推荐设置为0.04mm控制模型和支撑的间隙,越小面越平整也越难拆
质量 - 高级 - 顶部接触面层数支撑顶部的层数越多越好拆
这个层数決定支撑与模型接触的表面,就像一个托盘,顶部接触面线距越小,支撑面图案越密,对模型表面支撑效果也就越好
顶部接触面层数指的是在模型填充结构之上打印的100%实心填充层的数量
它的主要作用是:
- 密封填充:在部分中空的填充网格上形成一个坚固、平整的实体表面。
- 提升质量:足够厚的实心层可以避免看到下方的填充图案或出现缝隙、孔洞,从而获得更美观、更密封的模型顶部。
如果顶部实心层的数量或厚度不足,填充图案可能会透过顶层显现出来,导致表面出现缝隙或孔洞。增加顶部实心层的数量是解决此类问题的首要调整方法
质量 - 高级 - 顶部接触面线距接触面的密集程度
越低越密集也越难拆
可变层高会影响打印细节,打印精细手办不建议开启



支撑面优化
顶部接触面线距: 让支撑的上表面更加平整 默认是2,这个参数仅在大平面支撑的时候设置为0,不规则弧面的时候可以考虑0.5
顶部接触面层数: 配合顶部线距使用,默认是2,设置成3 同样是让支撑的上表面更加平衡
支撑面图案: 大平层的情况下,缺省就是默认交叠的直线,设置成交叠的直线可以让小平面也应用这个支撑图案,: 让支撑的上表面更平整
顶部Z距离: 从0.1,按0.02%的倍率增加(这一项,不同的机器,不同的耗材都不一样)
强度中的底部壳体层数: 5 ,为了让接触支撑的面更加厚实
墙层数: 3 默认是2层,有可能在拆支撑的时候把外墙拆坏
不同材料相互支撑
适合大平面支撑
顶部Z距离与顶部接触面线距设置为0
支撑面图案设置为交叠的直线
打印pla的话,支撑/筏层主体设置为PLA,支撑/筏层界面设置为PETG
PLA support材料
解决支撑
选择投影到平台上最小面积的摆放方向,尽量减少支撑
设计阶段,就让所有可能出现悬空的地方,都使用斜面去代替,并让斜面大于45度
浮雕与凹陷文字优化
添加文本的最佳位置
顶面
如果在顶部的纸上添加文本,打印机的喷嘴就会像笔那样去勾绘出文字的轮廓 ,字母画的越小,细节越多的话,
那字母就会变得很难看清楚底面
浮雕与凹陷字体一般不会放在这一层,因为这是最关键的一层,决定后续每一层打印效果的关键,尽量避免把这一层复杂化
侧面(推荐)
喷嘴只需要在每一层打印时做些很小的切口,就可以让文本分辨率更高,也可以更灵活地设定文本的形状和尺寸
厚度与尺寸
- 当文字处于侧面时,字体笔画的宽度大约为0.8毫米,不要小于0.4毫米
- 当文字处于顶面时,字体笔画的宽度大约为1.2毫米,不要小于0.6毫米
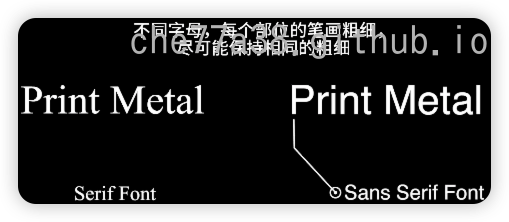
字体选择
- Rubik是最推荐的
- Helvetica
- Arial
- Verdana
上面的都是 无衬线字体
核心特征:无衬线字体最显著的特点是笔画粗细基本一致,且没有额外的装饰(即“衬线”)
例如,黑体就是典型的中文无衬线字体,而宋体则是典型的中文衬线字体
中文无衬线字体盘点.
字体名称 特点简介 常见应用场景 黑体 所有中文无衬线字体的统称,笔画横平竖直,粗细均匀。 标题、导语、标志等。 微软雅黑 Windows系统的默认中文无衬线字体,专门为屏幕显示优化。 Windows系统界面及各类软件。 苹方 (PingFang SC) 苹果系统的默认中文无衬线字体,造型简洁美观。 macOS、iOS系统界面及应用。 思源黑体 (Noto Sans) 由Google和Adobe联合开发的开源字体,支持多种语言,免费可商用。 Android系统、网页正文、开源项目。 文泉驿微米黑 Linux系统下常用的开源中文字体。 Linux系统及开源软件。

浮雕与凹陷
通常浮雕的打印效果会更好,因为它需要更少的支撑,当它被设计到零件的正确深度时
👆🏻提到的浮雕文字的正确深度就是0.25mm,这具备一个非常精细的细节,减少了零件的悬垂量,并将消除对支撑的任何需要
凹陷文字的正确深度可以在0.25mm基础上更深一些,这样可以产生更明显的对比色
- 为什么是这个值?
- 足够明显:0.25mm的深度足以产生清晰可见的触觉和视觉对比,能被轻松地看到和摸到。
- 不影响结构:这个深度既不会过度削弱模型的壁厚,也不会因为凸起太高而变得脆弱。它是一个在效果和可靠性之间取得良好平衡的经验值。
- 与层高匹配:常见的打印层高是0.2mm或0.15mm。0.25mm的深度意味着文字边缘会跨越1-2个打印层,能形成清晰的阶梯状过渡,从而保证轮廓的锐利度。
炒面检测相关
部署服务
docker-compose.yml 内容如下
1 | 在 Obico ML Server 的配置中使用 |
启动服务:docker-compose up -d
集成相关
安装集成插件
HomeAssistant中安装集成插件
通过HACS安装:
- 访问 Home Assistant: http://localhost:8123
- 安装 HACS(如果尚未安装)
- 在 HACS 中添加自定义仓库:
- 仓库URL:
https://github.com/nberktumer/ha-bambu-lab-p1-spaghetti-detection - 类别: Integration
- 仓库URL:
手动安装
1 | 克隆仓库 |
配置集成
在 Home Assistant 中添加集成
- 进入 设置 → 设备与服务 → 添加集成
- 搜索 “Bambu Lab P1 - Spaghetti Detection”
- 配置参数:
- Obico ML API Host:
http://host.docker.internal:3333(Docker 内部通信) - Obico ML API Auth Token:
obico_api_secret(与 docker-compose.yml 中一致) - Printer IP: 你的 Bambu Lab 打印机 IP 地址
- Obico ML API Host:
舱温设置
关于3D打印舱温设定的核心原则与建议
您好!您问到关于舱温设定的问题,这里有一个清晰的原则供您参考:
一、 核心权衡:舱温的“利”与“弊”
舱温控制本质是在 层间粘合/防翘边 与 散热/防堵头 之间做权衡。
提高舱温(利):
✅ 可以改善层间粘合强度。
✅ 降低模型翘边、开裂的风险。
✅ 提升模型表面打印质量。
提高舱温(弊):
❌ 不利于悬垂结构的打印(散热不足,容易塌陷)。
❌ 对回抽频繁的模型不友好(散热不佳,易导致喉管积料、堵塞)。
❌ 会增加挤出机堵塞的风险(特别是PLA、TPU等材料)。
二、 不同耗材的舱温设定参考
每种材料都有一个“舒适区”和“极限值”,切勿超过极限舱温。
耗材类型 推荐舱温范围 极限舱温(切勿超过)
PLA 35°C ~ 40°C 43°C
TPU 30°C ~ 35°C 38°C
PETG 38°C ~ 45°C 50°C
ABS/ASA 50°C ~ 55°C (可维持推荐值)
三、 如何根据模型选择舱温?(决策指南)
请根据您的模型几何特征,在推荐范围内灵活选择:
何时用高值?
模型特征:悬垂结构少或无、回抽动作少(或仅换层回抽)、结构简单、实心块状。
操作:使用推荐范围的上限附近值。
举例:用PETG打印一个实心立方体,舱温甚至可以设为50°C。
何时用低值?
模型特征:悬垂面积大、搭桥多、回抽非常频繁、结构复杂纤细。
操作:使用推荐范围的下限附近值。
举例:用PETG打印一个有很多孤立尖角的“拉布布”模型,舱温应设为38°C或39.5°C。
总结一下:
舱温没有一刀切的最优解。最关键的步骤是先分析模型,判断它是“需要保温”的简单模型,还是“需要散热”的复杂模型,然后在此原则下为特定耗材选择合适的温度。
希望这份指南能帮助您做出更好的判断!
【ACT1 系统 PID 参数冬季优化通知】
各位小伙伴大家好,随着部分地区环境温度下降,为保障您的ACT1系统在不同室温下均能实现最佳的控温性能,我们为您提供了两套经过验证的PID参数,请根据您的打印环境进行调整:
🔧 参数推荐与设置指南
环境温度:20°C - 30°C
推荐参数(系统默认):
Kp = 1.05, Ki = 0.043, Kd = 4.2环境温度:12°C - 20°C
优化参数(低温适用):
Kp = 1.08, Ki = 0.015, Kd = 4.1
📱 调整操作路径
入口:主界面 长按编码器 进入主菜单 -> 选择 “调整PID” -> 短按进入。
流程:
短按开始,当前参数(如P)将反白显示。
旋转编码器调整数值(P步进0.01, I步进0.001, D步进0.1)。
短按确认当前参数并进入下一个(P→ I → D)。
全部调整完毕后,系统将自动保存并退出。
📚 更多说明
您也可参阅 《ACT1自动舱温控制系统使用说明书》第5.5节(P25-P26),获取更相关指引与原理说明。
祝您打印顺利!如有问题,欢迎在群内交流。🛠️
后处理相关
抛光液和水补土
| 特性 | 抛光液 (Polishing Liquid) | 水补土 (Surface Primer) |
|---|---|---|
| 核心原理 | 化学溶解/腐蚀模型表面一层,使其“融化”再流动平滑 | 物理覆盖,在模型表面形成一层漆膜,填补缝隙 |
| 主要功效 | 有效消除层纹,可获得高光泽度甚至镜面效果 | 填补细小瑕疵,为后续上色提供均匀底色和优异附着力 |
| 对模型精度 | 可能损失微小细节,过度处理会导致模型发软、发粘 | 基本不改变模型形态,能较好保留细节 |
| 操作复杂度 | 相对复杂,通常涉及浸泡、喷涂、清洗和烘干等多步骤 | 相对简单,主要为喷涂或手涂,然后自然干燥或烘干 |
| 安全性考量 | 部分产品含有机溶剂,需注意通风防火防爆 | 水性产品更安全,但喷涂时仍建议做好呼吸道防护 |
安全性对比
有机溶剂型抛光液的急性毒性和综合风险远高于常见的水性丙烯酸水补土
| 特性 | 抛光液 (有机溶剂型) | 水补土 (模型专用) |
|---|---|---|
| 核心成分与毒性来源 | 通常含有强效有机溶剂,如二氯甲烷、丙酮、丁酮(MEK)、四氢呋喃(THF)等 | 水性丙烯酸/树脂悬浮液(常见),或硝基漆稀释液(毒性高,较少见)。我们通常讨论前者 |
| 主要风险 | 1. 呼吸道刺激/麻醉:高浓度蒸汽强烈刺激呼吸道,可能导致头晕、嗜睡(麻醉效应) 2. 皮肤黏膜刺激:直接接触可导致皮肤脱脂、干裂,溅入眼睛危险 3. 器官损伤:部分溶剂长期或大量接触可能损害中枢神经、肝肾 4. 易燃易爆:挥发性极高,蒸汽遇明火、电火花易爆炸 |
1. 呼吸道刺激:喷涂产生的气溶胶颗粒是主要风险,吸入可刺激呼吸道 2. 皮肤刺激:长时间或反复接触未固化的液体可能引起刺激 3. 易燃性:硝基漆类水补土高度易燃,水性丙烯酸类则不易燃 |
| 长期/慢性影响 | 风险较高。长期在通风不良环境下接触,可能造成慢性溶剂中毒,影响神经系统和造血功能 | 风险较低。但长期不防护地喷涂,吸入颗粒物可能对呼吸系统产生慢性影响 |
| 安全防护要求 | • 强制通风:必须在专业抽风设备或室外操作 • 个人防护:必须佩戴有机蒸汽防护口罩,需使用丁腈手套、护目镜 • 环境安全:远离火源、热源,妥善密封储存 |
• 良好通风:建议在通风处或使用喷漆箱操作 • 个人防护:喷涂时必须佩戴防颗粒物口罩,可佩戴手套 • 注意:若使用硝基漆水补土,防护要求需向有机溶剂抛光液看齐 |
需要进行精细、高质量涂装 优先选择:精细打磨 + 水补土 能最大程度保留模型细节,提供最佳涂装基底,效果专业可靠。
只有当你的需求是“不上色,但要镜面光泽”或“处理无法触及的内部复杂结构”时,化学抛光液才展现出其不可替代性
精细打磨并水补土流程
一个标准的工作流程如下:
- 粗打磨:使用低目数砂纸(如400目)处理明显的层纹凸起和支撑残留。注意顺着模型轮廓打磨,不要在一个点过度打磨。
- 逐级精磨:逐步提高砂纸目数(如600目 → 800目 → 1000目 → 1200目甚至更高),每一级的目的都是消除上一级砂纸留下的划痕,使表面越来越细腻。
- 清洁:用清水和软刷彻底清洗模型,晾干。确保无粉尘残留。
- 喷涂水补土:
- 摇匀喷罐,在距离模型20-30厘米处,以快速、均匀的薄扫方式进行喷涂。
- “少量多层” 是关键!先喷一层极薄的覆盖层,干透后再喷下一层。通常2-3层即可。
- 这层灰色的水补土(常用灰色)能像“照妖镜”一样,清晰地暴露出你打磨后仍可能存在的所有瑕疵,如划痕、凹陷。
- 检查与修补:针对水补土层暴露出的瑕疵,可以再用高目数砂纸局部轻微打磨,或使用牙膏补土填补凹坑,然后重新补喷水补土。这个“检查-修补”的循环可以重复,直到表面完美。
最佳熨烫参数
- 熨烫类型: 最顶面
- 熨烫模式: 直线
- 熨烫速度: 40
- 熨烫流量: 30
- 熨烫间距: 0.1
- 熨烫内缩: 0.21
Z缝隐身
- 斜拼接缝类型: 轮廓和孔
- 斜拼接缝起始高度: 30%
- 斜拼接缝间隔: 40%
- 斜拼接缝长度: 2mm
填充类型评分盘点
条件:所有结构填充密度均为 15%。
评分标准(1~10分):分数越高,材质越硬、变形越小、回弹越强(评分偏主观)。
填充结构软硬评分对照
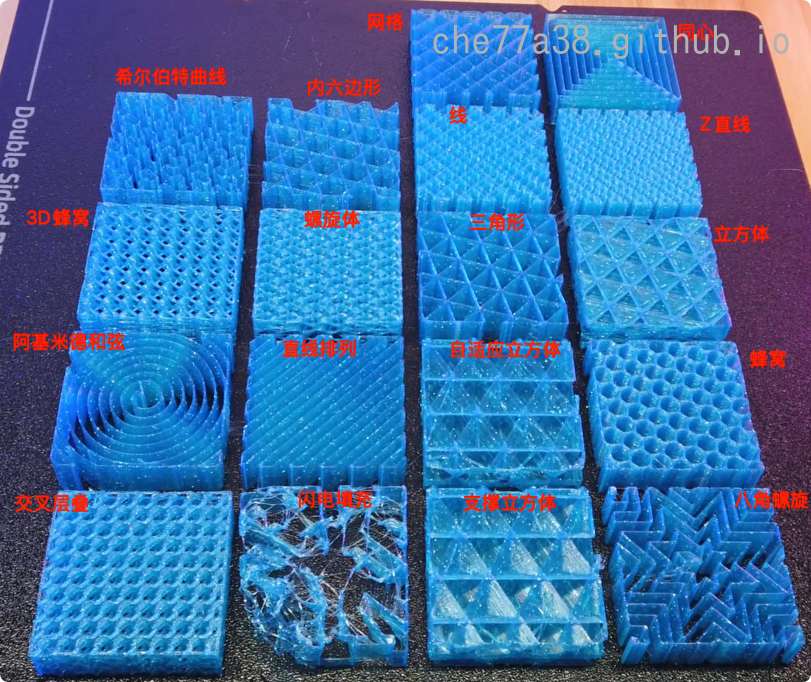
| 结构名称 | 评分 | 结构名称 | 评分 |
|---|---|---|---|
| 同心 | 3分 | 网格 | 5分 |
| 双直线 | 8分 | 线 | 7分 |
| 立方体 | 10分 | 三角形 | 5分 |
| 蜂窝 | 9分 | 自适应立方体 | 7分 |
| 八角螺旋 | 2分 | 支撑立方体 | 8分 |
| 希尔伯特曲线 | 2分 | 内六边形 | 6分 |
| 3D蜂窝 | 8分 | 螺旋体 | 8分 |
| 阿基米德 | 2分 | 直线排列 | 1分 |
| 交叉层叠 | 6分 | 闪电 | 1分 |
- 结构件/受力件:推荐选择 高分结构(如立方体、蜂窝、双直线等),以保证硬度和强度
- 柔性材料(如TPU)制品:推荐 5分左右 的结构,软硬适中,适合鞋类等需要一定弹性的物品
- 外观摆件/非受力模型:为节省材料,可选择 1~3分 的低分结构(如直线排列、闪电、八角螺旋等)
有人提到,强度是次要的,收缩应力表现最好的是螺旋体,也有说3D蜂窝的各向强度都非常好,即应该考虑方向
AI模型相关
让AI直接生模型零件图,然后导入AI建模软件建模
1 | 请根据我提供的手办图片,生成一张详细的零部件分解展示图 |
home-assistant相关
1 | 安装 Home Assistant (推荐使用 Docker 方式) |
创建docker-compse.yml
1 | services: |
启动homeassistant
1 | docker-compose up -d |
启动后可能会有反向代理错误
到配置文件位置修改该文件: ./config/configuration.yaml
1 | Loads default set of integrations. Do not remove. |
然后重启容器
安装HACS
两种方式
使用HACS安装脚本(推荐)
1
2
3
4
5
6
7
8进入 Home Assistant 容器
docker exec -it home-assistant bash
在容器内执行一键安装命令
wget -O - https://get.hacs.xyz | bash -
或者使用备用命令
wget -O - https://raw.githubusercontent.com/hacs/integration/main/scripts/install.sh | bash -手动安装
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
161. 创建自定义组件目录
mkdir -p ~/homeassistant/config/custom_components
2. 下载 HACS
cd ~/homeassistant/config/custom_components
wget https://github.com/hacs/integration/releases/latest/download/hacs.zip
3. 解压(如果宿主机没有unzip,进入容器操作)
docker exec -it home-assistant bash
cd /config/custom_components
unzip hacs.zip
rm hacs.zip
或者直接克隆(如果宿主机有git)
cd ~/homeassistant/config/custom_components
git clone https://github.com/hacs/integration.git hacs
安装完成后,重启容器
1 | 方法一:使用 docker-compose |
配置HACS
- 在网页界面配置
- 访问 Home Assistant: http://localhost:8123
- 进入 设置 → 设备与服务
- 点击右下角 添加集成
- 搜索 HACS
- 点击 HACS (Home Assistant Community Store)
- 按照提示完成配置
- 如果搜索不到 HACS
检查是否安装成功
- 侧边栏应该出现 HACS 菜单项
- 点击 HACS 进入管理界面
- 应该能看到各种集成、前端、自动化等分类
配置优化
配置 HACS 使用镜像源(如果访问 GitHub 慢)
1 | 在 configuration.yaml 中添加 |
音频相关
库乐队只能导入MIDI,但无法导出MIDI
因此需要使用Logic实现导出MIDI的功能,如修改轨道后导出MIDI
乐谱到MIDI
唯一真神: PhotoScore
音乐到MIDI
有不少在线转换工具,效果不如乐谱到MIDI
近视相关参数
- R(Right):右眼
- L(Left):左眼
- S(Spherical):球镜-近视
带-号/远视度数带
+号 - C(Cylindrical):柱镜-散光度数(默认为负值)
- A(Axls):轴位-散光轴位
- PD(Pupilary Distance):瞳距
SMB服务连接问题盘点参考
钢琴学习
每天只练十分钟,也比每周一次性练一个小时效果好
肚脐与钢琴中心对齐,或者可以和中心Mi(E4)对齐
在学习乐谱的阶段,无论弹的是什么,最好先从单手开始练习,这能省很多功夫
指法
当你的琴谱中出现指法符号时,一定要遵照其指法来弹
它们是指示你每个音符该用哪根手指弹的符号
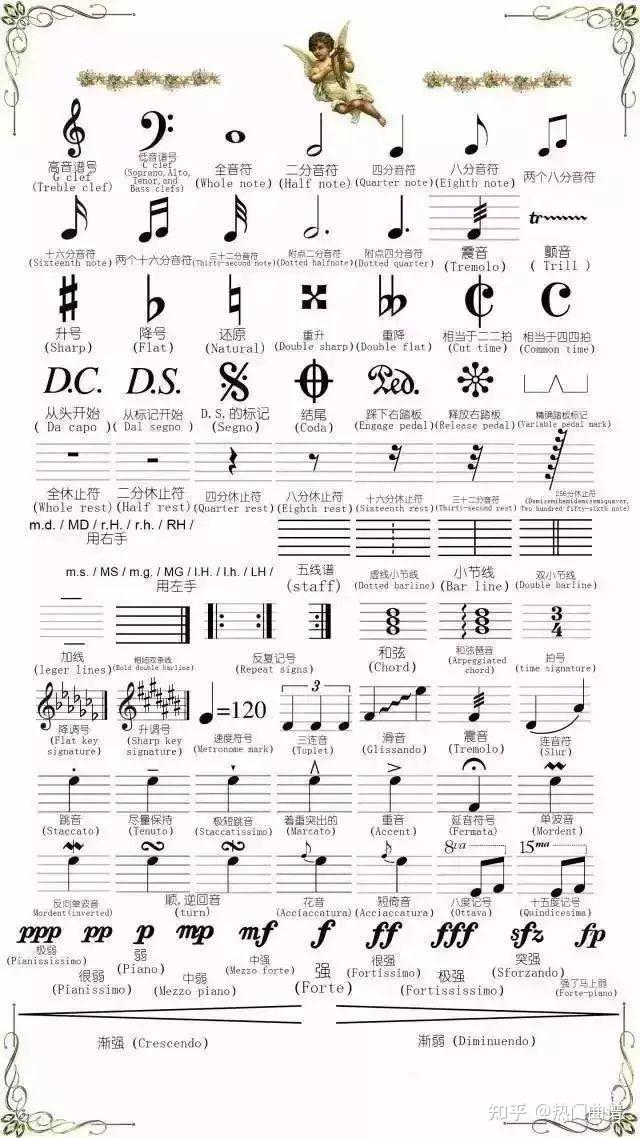
五线谱
节奏符号


附点音符

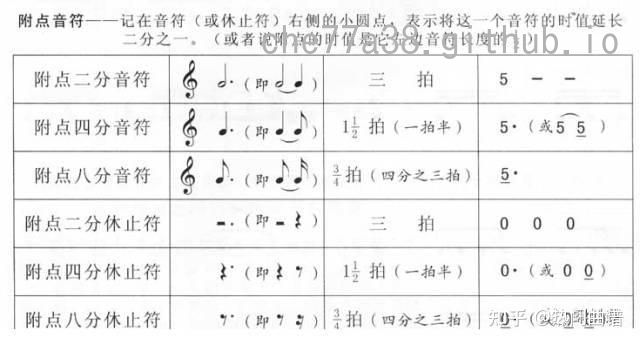
附点符号表示: 增加了其一半的时长
比如四分音符代表一拍的情况下,给其加上附点,新的符号就是原音符1.5倍的拍数
即新的值就相当于: 1个四分音符 + 1个八分音符

- 全音符
- 半分音符(带附点) = 半分音符 + 四分音符 = 3拍
- 四分音符(带附点) = 四分音符 + 8分音符
在音乐理论中,常见的音符时值从长到短依次为:
- 全音符(4拍,在4/4拍中)
- 二分音符(2拍)
- 四分音符(1拍)
- 八分音符(半拍)
- 十六分音符(四分之一拍)等。
音符与谱号
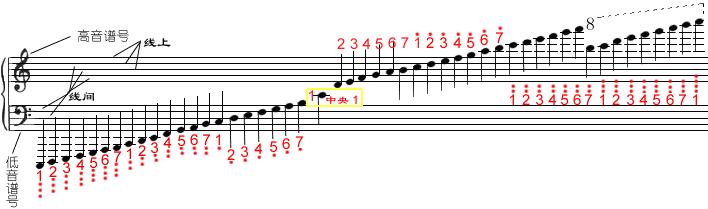


下面是右手参考

DO 位于 高音区五线谱下加一线的位置 (中央Do的位置)
RE
MI
FA
SOL
LA
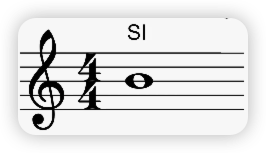
SI






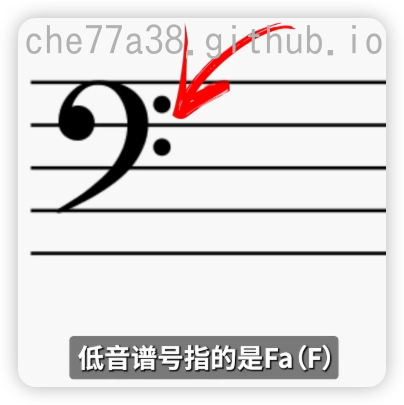
高音谱号和低音谱号

低音谱号其实是高音谱号在低音区的延续
中央DO在低音区是上加一线

相邻音符: 指在其上或其下的音符

休止符
对于静音的一套符号

识谱方式
记忆下面:

识谱记忆方法:
- 买本五线谱本,写下所有的音符记号
- 在乐谱上写简谱的数字编号
拍号
4/4拍: 每小节4拍
小节的出现,定义了一种时间单位,使得乐曲具有起伏感和韵律感,并简化了演奏流程
小节中,各音符与休止符的持续时长必须等于小节的时长,而小节的时长由拍号定义
在五线谱的起始位置,谱号之后会标明一个分数
分数的分子的数值代表: 每小节有几拍
分数的分母的数值代表: 每一拍所代表的时值 是全音符的几分之一(以几分音符为1拍)
时至今日,在这个规范化的定义下,分母数字总会取4
升降号:全音阶与半音阶
所谓半音阶: 即音符之间的最小的音程(距离)单位
相同位置上的黑键和白键就是半音阶
进销存
进销存是企业管理过程中采购(进)、入库(存)、销售(销)、财务(财)的动态管理过程。
- 进:指询价、采购到入库与付款的过程。
- 销:指报价、销售到出库与收款的过程。
- 存:指出入库之外,包括领料、退货、盘点、损益、借入、借出、调拨等影响库存数量的动作。
电脑问题排查流程
装机
装机全故障排查
装机接线
电源相关
电源分为:
- 非模组
- 半模组
- 全模组
半模组和全模组需要接好线缆再塞入机箱,不然很不方便
举个例子:
主板供电需要一根20+4pin
CPU需要两根4+4pin
显卡需要三根6+2pin
需要注意,接电源的接口和接硬盘的接口不能调换方向
硬件检测
邮箱相关
icloud实现无限邮箱
| 邮箱类型 | 创建限制 | 适用账户 | 核心特点 |
|---|---|---|---|
| 主邮箱地址 | 每个 Apple ID 仅 1 个,不可更改 | 免费 / 付费 iCloud 账户 | 格式为用户名@icloud.com,与 Apple ID 绑定,是账户核心身份Apple Support |
| @icloud.com别名 | 最多3 个活跃别名 | 免费 / 付费 iCloud 账户 | 可用于分类邮件,删除后需等待 7 天才能创建新的Apple Support |
| 隐藏我的电子邮件 | 无限创建 | 仅iCloud + 订阅用户 | 随机生成的匿名邮箱地址,可随时创建 / 停用 / 删除,保护主邮箱隐私 |
普通 @icloud.com邮箱 / 别名有严格限制
- 主邮箱地址:一旦创建无法重命名,只能通过添加别名来扩展
- 电子邮件别名:最多 3 个活跃,删除后有 7 天冷却期,无法无限创建Apple Support
- 免费 iCloud 账户只能创建有限数量的 Hide My Email 地址(通常 5 个),只有 iCloud + 才支持无限
免费美国教育邮箱
3D建模
Shapr3D
移动端高精度:支持 ±0.05mm 工业级公差
关键词理解
基础几何结构
| 术语 | 解释 | Shapr3D中的应用举例 |
|---|---|---|
| 顶点(Vertex) | 三维空间中的点,由坐标(x,y,z)定义,构成模型的基本单位。 | 用Apple Pencil点击可选中顶点调整位置。 |
| 边(Edge) | 连接两个顶点的线段,定义模型的轮廓和结构。 | 双击边线可全选闭合草图。 |
| 面(Face) | 由边围成的封闭区域(三角形/四边形),决定模型表面。 | 单指双击实体面进入2D视图编辑。 |
| 网格(Mesh) | 由顶点、边、面组合成的三维表面结构,构成模型的基础框架。 | 导出为STL格式用于3D打印。 |
渲染与外观
- 材质(Material):定义模型表面的物理属性(颜色、反光度、纹理)。在Shapr3D中可为单面或整体着色。
- 贴图(Texture):将2D图像映射到3D表面(如木纹、logo),Shapr3D支持导入图片贴图。
- 渲染(Rendering):通过模拟光照生成逼真图像,Shapr3D可导出模型到专业软件(如Blender)渲染。
兼容格式
- 导入:SLDPRT(SolidWorks)、STEP、IGES、DWG等。
- 导出:STL(3D打印)、STEP(机械加工)、OBJ(渲染)
Shapr3D 工具全解析
| 工具类别 | 工具名称 | 功能描述 | 操作方式与参数 | 应用场景 |
|---|---|---|---|---|
| 草图工具 | 直线/圆弧 | 绘制直线或相切圆弧,支持自动捕捉端点/中点/垂直点。 | 点击起点→拖动绘制;扭动笔尖切换直线/圆弧;参数:长度、角度、半径(圆弧)✅。 | 基础轮廓绘制(如机械零件边框)✅。 |
| 样条曲线 | 创建自由曲线,可调整控制点曲率。 | 逐点点击生成曲线;拖动控制点修改形状;参数:张力值、闭合曲线✅。 | 有机造型设计(如花瓶轮廓、曲面手柄)✅。 | |
| 矩形/圆/多边形 | 自动生成规则几何图形(矩形、圆、椭圆、正多边形)。 | 点击中心点→拖动调整尺寸;参数:宽度、高度、半径、边数(多边形)✅。 | 标准结构设计(如孔洞、齿轮基体)✅。 | |
| 3D建模工具 | 拉伸 | 将2D草图垂直拉伸出高度,生成实体或切除材料。 | 选中草图→设置方向(单/双向)→输入高度;参数:拔模角度、薄壁模式✅。 | 快速生成柱体/壳体(如螺丝柱、箱体)✅。 |
| 回转 | 草图绕轴旋转生成对称实体。 | 选中草图→选择旋转轴(直线/坐标轴)→输入角度;参数:起始角、终止角✅。 | 旋转对称造型(如花瓶、车轮)✅。 | |
| 扫掠 | 剖面沿路径移动生成实体(单路径+单剖面)。 | 选中剖面草图→选择路径曲线;参数:剖面扭转角度、缩放比例✅。 | 管道、弹簧、弯曲轨道✅。 | |
| 放样 | 多个剖面沿路径渐变过渡生成复杂曲面(支持引导线)。 | 按顺序选择≥2个草图→添加引导线(可选);参数:闭合放样、曲面平滑度✅。 | 异形结构(如鞋底、渐变截面管道)✅。 | |
| 模型编辑工具 | 抽壳 | 挖空实体形成薄壁结构,可指定移除面与壁厚。 | 选中实体→设置厚度→选择移除面(如开口面);参数:正/负偏移(向内/外)、多厚度区✅。 | 容器类设计(杯子、外壳零件)✅。 |
| 布尔运算 | 对多个实体进行并集(Union)、差集(Subtract)、交集(Intersect)。 | 选择目标实体→选择工具实体→选择运算类型✅。 | 组合/切割模型(如钻孔、装配体合并)✅。 | |
| 圆角/倒角 | 为实体边缘添加圆弧或斜角过渡。 | 选中边线→输入半径值(圆角)或距离值(倒角);参数:对称/非对称倒角✅。 | 边缘抛光(如握持部位、机械安全边)✅。 | |
| 变换工具 | 移动/旋转 | 平移或旋转实体/草图。 | 选中对象→拖动坐标轴箭头(移动)或弧线(旋转);参数:精确坐标/角度输入✅。 | 调整模型位置/方向(如装配对齐)✅。 |
| 缩放 | 按比例调整实体尺寸。 | 选中对象→输入缩放因子;参数:均匀/非均匀缩放✅。 | 模型比例调整(如放大原型)✅。 | |
| 镜像 | 沿平面生成对称复制体。 | 选中对象→选择镜像平面(基准面/模型面);参数:复制/切除原始对象✅。 | 对称结构设计(如汽车车身、家具)✅。 | |
| 辅助工具 | 参考线/面 | 创建临时辅助几何体(线、面、点)辅助定位。 | 点击“参考线”工具→绘制辅助元素;参数:相对坐标、角度✅。 | 复杂草图定位(如斜孔中心线)✅。 |
| 测量工具 | 实时测量距离、角度、弧度、面积。 | 点击两点/边线/面→自动显示数据;参数:单位切换(mm/inch)✅。 | 尺寸校验(如3D打印前检查)✅。 | |
| 截面视图 | 用平面切割模型显示内部结构。 | 点击“截面视图”→拖动切割平面位置✅。 | 检查内部细节(如装配间隙、壁厚)✅。 | |
| 高级工具 | 参数化约束 | 为草图添加几何关系(平行、垂直、相切)或尺寸约束(长度=20mm)。 | 选中草图元素→添加约束/输入尺寸;参数:公式关联(如“直径=高度/2”)✅。 | 精密零件设计(如可修改的机械图纸)✅。 |
| 渲染与贴图 | 为模型添加材质与纹理贴图。 | 选中面→选择材质库(金属/塑料)→导入图片贴图;参数:光泽度、粗糙度✅。 | 产品展示(如渲染效果图、材质模拟)✅。 |
其他记录
- 替换面: 用于将一个平面模型贴合到一个曲面上
- 分割实体: 就是选择一个面分割实体
- 偏移边: 偏移一条边
- 投影: 可以在曲面上生成凸起或凹陷的浮雕效果
参数化建模相关知识点
无人机相关
减脂增肌相关
相关书籍
- 美国国家体能协会运动营养指南
- 健身营养全书
- ACSM运动营养学
- 肌肥大实证医学
技巧盘点
技巧盘点:
合理的减脂锻炼顺序大致是热身→无氧训练→有氧运动→拉伸放松
运动结束不要立刻停下来,或蹲坐或躺着去休息,会阻碍下肢血液回流,影响血液循环,加深肌体疲劳
做局部的身体训练动作可以让特定部位的肌肉变得更强壮,但不一定能消除该部位的脂肪,脂肪的消耗是全身性的
每个人都有腹肌,只是显露不显露的问题,而腹肌显露只和体脂有关
新手力量训练目标应该优先以大肌群为主,即主要是胸、背、臀、腿、核心这几块肌群
肌肉
肌肉类型
人体有三种类型的肌肉组织
- 平滑肌
- 心肌
- 骨骼肌(横纹肌)
骨骼肌很强,但是不抗疲劳,所以横纹肌在密集工作之后需要时间来恢复
按照关节运动中的作用可以分为
主动收缩发力直接引起关节运动的肌肉称为原动肌
原动肌功能相反的肌肉,在关节运动中起平衡关节力量的肌肉叫拮抗肌
协同肌又被称为辅助肌,是指在进行一个动作时,具有辅助执行该动作功能的肌肉
将原动肌定点所附着的骨固定起来的肌肉叫固定肌
限制或抵消原动肌发挥其他功能的肌肉叫做中和肌
健身衣服选择
面料最好是速干类的
纯棉类的衣服出汗后会锁水,不适合穿
健身补剂
蛋白粉
- 乳清蛋白(推荐选择)
- 酪蛋白
- 植物蛋白
正常人都没必要选择植物蛋白
增肌粉 = 蛋白粉 + 糖
肌酸
- 一水肌酸 优点: 便宜 ; 缺点: 难喝
- 复合肌酸 优点: 营养丰富/好喝 ; 缺点: 略贵
训练前/中/后补充
基础营养知识
蛋白质 = 氨基酸组成
练前/练后 蛋白质补充
◎ 20-25克蛋白质
◎ 碳水0.5克/kg体重
◎ 练前30分钟
◎ 练后马上补充
练后碳水补充: 适合吃高GI的食物,有利于促进蛋白质合成
运动强度判断
心率监测法
$$
最大心率 = 220 - 年龄
$$
- 低强度:<60%最大心率
- 中等强度:60%~85%最大心率
- 高强度:>85%最大心率
主观体感判断
低强度:呼吸平稳,可轻松唱歌
中等强度:微微出汗,能说话但不能唱歌
高强度:呼吸急促,说话困难,大汗淋漓
问题以及优化建议
- 减脂/新手:降速至8km/h(心率130~140次/分),延长至45分钟,更安全高效燃脂
- 增肌/进阶:保持10km/h,但缩短至30分钟 + 增加力量训练(如深蹲、弓步),提升代谢
选择缓冲好的跑鞋,跑步机坡度调至1%~2%模拟路跑,减少膝盖压力
每周测大腿围/臂围(缩小>0.5cm需调整计划)
力量训练(4器械×3组×25次)以肌耐力为主,对增肌效果有限(更适合塑形)
高次数(25次/组)主要提升肌耐力,**增肌需大重量(8-12次/组)**以激活肌纤维
力量后接30分钟跑步(9.4km/h)可强化燃脂,但总运动时长超2.5小时,皮质醇升高风险增加(加速肌肉分解)
周末全天运动超3小时(游泳+网球+力量+跑步),远超身体恢复能力,肌肉合成信号被抑制
增肌调整:
| 调整方向 | 具体方案 | 科学依据 |
|---|---|---|
| 负荷与次数 | 大重量低次数(每组8-12次,重量选85%极限) | 激活Ⅱ型肌纤维,促进肌肉合成 |
| 动作选择 | 复合动作为主(深蹲、硬拉、卧推、划船) | 多关节联动提升睾酮分泌 |
| 容量优化 | 4器械×4组×10次(组间休息90秒) | 平衡代谢压力与神经募集 |
有氧运动调整(减脂不损肌)
- 工作日晚间:改为 HIIT 20分钟(如30秒冲刺+90秒慢走,循环6组),燃脂效率提升且保留肌肉
- 周末游泳:缩短至45分钟,穿插间歇泳姿(1分钟快游+2分钟慢游),避免糖原耗尽
- 力量后跑步:降速至8km/h(心率<150次/分),时长缩至20分钟,降低皮质醇水平
过度训练信号:
- 晨起静息心率升高>10% → 立即减量;
- 睡眠质量下降 → 增加休息日(如周日纯休息)
营养补充策略(同步减脂与肌修复)
力量训练后即刻(<15分钟):
快碳+电解质:香蕉半根(13g碳水) + 运动饮料100ml
有氧运动后(<30分钟):
蛋白质+快碳:乳清蛋白30g + 葡萄糖20g(2:1比例促胰岛素分泌)
全天蛋白质分配:
1.8g/kg体重(73kg需131g/日),分4-5餐(如鸡胸肉150g≈46g蛋白)
哑铃动作盘点

空气净化器指标
PM2.5 直径小于等于2.5微米的颗粒物 $ug/m^3$
肺癌心脏等疾病风险,并影响儿童生长发育和认知能力
PM10 直径小于等于10微米的颗粒物 $ug/m^3$
呼吸系统疾病风险
相对湿度 实际水汽压 与 当时气温下饱和水汽压 之比
温度
二氧化碳浓度
过高会有轻微头晕,该开窗通风了
噪音分贝 噪音音量 dB
TVOC 颗粒物浓度,甲醛含量是其中之一的指标 $mg/m^3$
CADR 洁净空气输出比率: 一个机器一小时内,可输出的干净空气总量
CADR是洁净空气量,表示空气净化器提供洁净空气的速率。简单来说就是在单位时间内能够去除污染物后输出的洁净空气数值,单位是立方米每小时(m³/h),一般分为固体(颗粒物)CADR值和气体(甲醛)CADR值两个数值。
CCM 累积净化量
CCM值就是针对目标污染物(颗粒物和气态污染物)累计净化能力的参数。空气净化器的洁净空气量(CADR)衰减至初始值的50%时,净化器清洁净化所需净化物的总量,单位为mg,也分为固体(颗粒物)CCM值和气体(甲醛)CCM值两个数值
CCM值的本质是净化器滤网的寿命,只是把寿命用客观的准确的值做了标准定义,CCM值越高表示滤网的寿命越长,所以选择时要选择CCM值越高的空气净化器。
修复SMB必须密码登录
1 | 禁用 SMB 签名强制(24H2 默认开启) |
不安全,公共网络环境中记得恢复
Potplayer播放器实时翻译
略
大麦APP抢票
威联通NAS随笔
重置软件中心
1 | jffsinit.sh |
koolshare梅林路由器提示含非法关键词,无法安装插件
1 | sed -i 's/\tdetect_package/\t# detect_package/g' /koolshare/scripts/ks_tar_install.sh |
清空jffs分区
1 | 如果需要格式化掉整个jffs分区(适用于jffs空间不足),运行命令: |
可以使用qfinder来查找NAS地址
威联通新版的管理地址,端口是5000
MATLAB
[MATL](https://blog.csdn.net/weixin_46125998/article/details/11899192
基本语法
数学函数
根号: sqrt(10) 10^0.5
注释: %
阶乘:factorial(10)
10的-2次方:e-2
函数
1 | function 返回变量=函数名(参数列表) |
条件语句
1 | if() |
循环语句
1 | %注意下面的i是从0到5 |

APIFOX
前后端分离架构
产品,开发,测试三方会审,对需求评审后,前后端开发会开会定接口。
由开发制定接口文档(Rap)。
后端开发依据接口文档开发接口,一边开发一边调试(Postman)
前端开发需要Mock数据供前端调用。
开发完成后,测试通过Postman,Jmeter去接口测试。
ApiFox简介以及流程优化
Apifox=Postman=Swagger+Jmeter+Mock工具集。
- 定接口文档(ApiFox)
- 前端直接根据ApiFox去Mock数据。
- 后端开发直接在ApiFox进行调试
- 测试人员直接在ApiFox的接口文档里面下面写用例。
- 前后端联调
编写接口文档
- 基本信息
- Params参数:url?之后的参数(称为查询参数),url中的{参数名}参数(称为路径参数)
- Header参数中会自动加入Content-Type参数
在线文章下载
微信公众号文章批量下载
只读飞书在线文章下载
开源只读在线飞书文档导出本地工具feishu-doc-export
将只读飞书文档转换到自己空间: 游侠飞书剪存 好用,可以按次买,有免费额度
将只读飞书文档转换到自己空间: 飞鸭转存 好用,可以按次买,有免费额度
淘宝假货鉴别
- 进店后仔细观察店铺粉丝数,照片质量是否参与活动
- 评论区内容,和评论区买家信誉等级
- 与官网比价,看店铺价格是否合理
粉丝数
- 四钻商家粉丝数一般在>1w5
- 五钻商家粉丝数一般在>3w
- 皇冠商家6w左右
- 二皇冠三皇冠的代购店比较少,但必须>10w
在淘宝店交易平台的话,一冠个人店4.7w粉丝的价格是17500~20800,相关价格可以在易店无忧看到,因此粉丝数量高的店是很贵的,一般卖假货的人不太愿意花大价钱去买,卖假货容易被封店铺

信誉对应粉丝数
图片质量
图片模糊的,基本是盗的图
奢侈品代购的利润一般是比较低的,也就10个点左右
评论质量
一个卖正品的商家评论区理论来说是有很多三四钻挂着88大会员的评论
卖假货的评论区一般是一片的红心一钻的评论,评论里大量出现的都是”宝贝收到了,验过货是正品”,这基本都是刷的评论,卖假货的下面一排都是”是正品”😂
价格是否合理
可以参考闲鱼的大多数价格
灯带相关
| 维度 | COB 灯带 | SMD 灯带 |
|---|---|---|
| 封装技术 | 芯片直接集成在基板,表面覆盖荧光胶 | 单个灯珠独立封装后贴片 |
| 发光形态 | 面光源,发光均匀无颗粒感 | 点光源,能看到独立灯珠 |
| 发光角度 | 180° 超广角 | 120° 侧面发光 |
| 亮度表现 | 光效高 30%,但表面胶料会削弱亮度 | 直接发光,亮度高且通透 |
| 散热性能 | 芯片与基板直接接触,散热效率提升 40% | 灯珠通过焊点连接,热阻较高 |
| 压降问题 | 5-7 米出现明显压降 | 10-20 米无压降 |
| 使用寿命 | 5 万小时以上 | 2-3 万小时 |
| 市场价格 | 同等质量下价格更高 | 性价比更高 |
连接灯带,可以使用led免焊接连接件,要考虑线宽和COB/SMD,并且需要考虑是2线还是3线
中间接:接两根灯带的,灯带坏了,或短了可以用它来接。 单头输出线:一边接灯带一边接变压器【就是你只有一根光灯带,没办法自己焊两根电线上去,就可以用这个】 三线smd只有分体转角
脚本相关
ExcaliDraw本地部署
目前社区推荐的几种 Excalidraw 自建(支持持久 + 协作 + 图片)的架构 /方案
几种方案:
- Someone0nEarth / excalidraw-self-hosted (Docker + storage-backend + room)
- alswl / excalidraw-collaboration
- PatWie / excalidraw-complete (Go 单体方案)
excalidraw-room 是协作 (collaboration) 层
它是官方提供的房间服务,用于处理客户端之间通过 WebSocket 的实时同步,但它本身并不存储 “最终的场景(scene)” 数据
alswl/excalidraw-storage-backend是存储服务层
这是一个专门用于持久化 Excalidraw 图形 (scene) 的后端。它支持 Keyv,可以配置 Redis、Mongo、Postgres 等后端
excalidraw-complete
❌方案实际使用后有两个问题
- 无法导出只读链接
- 实时共享,图片无法正确加载
最简单的方案 2024年5月已停止更新
直接下载二进制文件,然后执行下面的命令
1 | export LOCAL_STORAGE_PATH=/存储路径位置 |
👆🏻是一次性执行
👇🏻在mac中通过LaunchAgent配置登录系统后自动运行
创建plist
创建文件:
~/Library/LaunchAgents/com.excalidraw.complete.plist1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33使用正确的 heredoc 语法创建 plist 文件
cat > ~/Library/LaunchAgents/com.excalidraw.complete.plist << 'EOF'
<?xml version="1.0" encoding="UTF-8"?>
<!DOCTYPE plist PUBLIC "-//Apple//DTD PLIST 1.0//EN" "http://www.apple.com/DTDs/PropertyList-1.0.dtd">
<plist version="1.0">
<dict>
<key>Label</key>
<string>com.excalidraw.complete</string>
<key>WorkingDirectory</key>
<string>/Users/zeroko/Documents/项目/AI部署项目/excalidraw/excalidraw-complete_Darwin_arm64</string>
<key>ProgramArguments</key>
<array>
<string>./excalidraw-complete</string>
<string>--listen=:3002</string>
</array>
<key>EnvironmentVariables</key>
<dict>
<key>STORAGE_TYPE</key>
<string>filesystem</string>
<key>LOCAL_STORAGE_PATH</key>
<string>./excalidraw-data/</string>
</dict>
<key>RunAtLoad</key>
<true/>
<key>KeepAlive</key>
<true/>
<key>StandardOutPath</key>
<string>./logs/excalidraw-log.txt</string>
<key>StandardErrorPath</key>
<string>./errors/excalidraw-error.txt</string>
</dict>
</plist>
EOF加载服务(第一次启用)
1
2
3
4
5plutil -lint ~/Library/LaunchAgents/com.excalidraw.complete.plist #验证语法
卸载服务
launchctl unload ~/Library/LaunchAgents/com.excalidraw.complete.plist
加载服务
launchctl load ~/Library/LaunchAgents/com.excalidraw.complete.plist启动服务
1
launchctl start com.excalidraw.complete
检查
1
2
3
4
5
6
7
8检查服务状态
launchctl list | grep excalidraw
检查端口是否监听
netstat -an | grep 3002 | grep LISTEN
检查进程
ps aux | grep excalidraw
查看系统日志中的错误信息
log show --predicate 'subsystem contains "com.excalidraw"' --last 10m
excalidraw-collaboration
里面有一个docker-compose.yaml文件:
1 | sample comes from https://github.com/docker/awesome-compose |
自行部署
1 | services: |
启动步骤:
1 | 先确保本地源码存在(你已经有了,根据 tree) |
👆🏻有问题,redis不能用,改为Postgres
- 继续用 kitsteam 版本 + 修好 Postgres
使用kitsteam版本的情况下好像是改用Postgres后就可以正常实时共享图片了
使用官方后端
1 | ################################################################### |
文件夹防火墙禁网
1 | @Echo Off |
账号批量注册
核心流程:单号注册→手机号验证→账号激活→月度周期触发(如每月1日自动执行)→日志与告警。
技术栈:
◦ 注册自动化:Selenium/Puppeteer + 代理池(如BrightData)+ 打码平台(如2Captcha)+ 付费接码(如Twilio)。
◦ 周期调度:Linux crontab、Windows任务计划程序、GitHub Actions(机密变量存敏感信息)。
◦ 商用加固:随机UA、操作延迟、IP轮换、设备指纹(如FingerprintJS)、异常重试+告警。
outlook
| 项目 | 技术栈 | 核心能力 | 验证码 | 代理 | 商用适配 |
|---|---|---|---|---|---|
| sujay1599/Outlook-Email-Creator | Python/Playwright | 单/批量注册、恢复邮箱 | 手动 | 支持 | 需加反检测+调度 |
| LainsNL/OutlookRegister | Python/Selenium | 模拟填表、长效账号 | 自动(需打码API) | 代理池 | 适合单号,可二次开发 |
| Skuxblan/Outlook-account-creator | Python/Selenium | 邮箱可用性预查、Capsolver | 自动(付费) | HTTP代理 | 需配置API密钥 |
| silvestrodecaro/microsoft-account-creator | Node.js/Puppeteer | 真实信息生成、恢复邮箱 | 手动 | 支持 | 适合单号,需补自动打码 |